What is e-coating is a high-tech immersion process where metal components are submerged in a chemical bath and covered in a protective finish using a precisely controlled electrical current. Heavy-duty truck components face constant threats from road salt and moisture that trigger “inside-out” corrosion, weakening structural integrity and ruining vehicle aesthetics. This degradation leads to failed inspections and expensive downtime that erodes your profit margins. By leveraging this laboratory-grade finish, you ensure every millimeter of your equipment is encased in a corrosion-resistant shield.
What is e-coating and how does the science work?
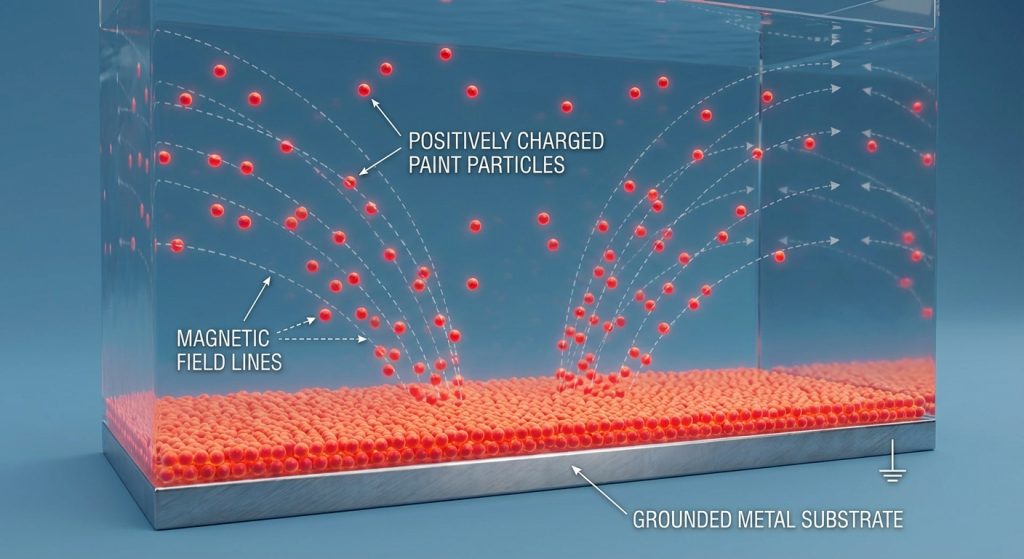
At its molecular core, the process relies on the principle that opposites attract to bond paint particles to a metal substrate. Understanding what is e-coating requires looking at how electricity acts as the vehicle for material deposition. This method ensures that the coating is not just sitting on the surface but is electrochemically bonded to the part.
The process is often called electrophoretic painting because the particles move through the liquid medium under the influence of an electric field. This ensures a level of precision that traditional spray methods simply cannot replicate.
What is the science behind electrodeposition?
The science involves placing a grounded metal part into a tank filled with charged paint particles. Here is the kicker: because the part is grounded and the paint is charged, the coating is pulled into every microscopic pore of the metal. This creates a high-density film that is incredibly difficult to penetrate.
- Anodic coating: The part acts as the anode.
- Cathodic coating: The part acts as the cathode, which is the industry standard for corrosion resistance.
- Ion exchange: Molecules migrate toward the part surface to form a solid film.
How does electrical current create a uniform finish?
As the paint builds up on the surface, it creates an insulating layer that eventually resists further current. This “self-limiting” feature means that once an area has reached the specified thickness, the current moves to find bare metal elsewhere. You end up with a perfectly uniform thickness across the entire geometry of the component.
| Feature | Technical Impact |
|---|---|
| Charge Migration | Pulls paint into deep recesses and hidden interior chambers. |
| Self-Limiting Film | Prevents over-application and ensures dimensional accuracy. |
The electrical nature of the process eliminates the human error often found in manual spray applications.
Key Takeaway: The science of electrodeposition allows for a “smart” application where electricity dictates exactly where and how much paint is applied, ensuring 100% coverage.
What is e-coating and why are the benefits superior?
The primary advantage for fleet operators is the exceptional material efficiency and structural durability provided by what is e-coating. Unlike traditional paints, this process utilizes over 95% of the material in the tank, making it one of the most efficient finishing methods in modern manufacturing.
For heavy-duty components like grille guards, the ability to resist chips and scratches is a game-changer. You save money on maintenance and keep your trucks looking professional longer.

Why is e-coating considered cost-effective?
Automation is the secret to keeping costs low for large production runs. Think about it: instead of paying a technician to spray each individual part, a machine can dip hundreds of pieces simultaneously. This speed reduces labor costs and maximizes throughput.
- High automation: Reduces manual labor and human error.
- Recycled overspray: Paint that doesn’t stick is filtered and reused.
- Lower reject rates: Uniformity leads to fewer parts needing rework.
How does it improve manufacturing productivity?
High line speeds allow manufacturers to move products from raw steel to finished goods in record time. You don’t have to worry about the “bottleneck” that often occurs in the paint shop. This efficiency translates to faster lead times for your orders.
| Benefit | Operational Result |
|---|---|
| Material Utilization | 95%+ efficiency reduces waste and lowers the unit cost. |
| Line Speed | Faster processing enables higher production volumes and quicker delivery. |
Efficiency in the manufacturing phase directly impacts the total cost of ownership for the end-user.
Key Takeaway: The combination of automated speed and extreme material utilization makes this the most cost-effective solution for high-volume truck protection.
What is e-coating and what bath chemicals are used?
To define what is e-coating, one must examine the complex chemistry of the bath used for heavy-duty components like moose bumpers. The solution is not just “paint” but a sophisticated blend of resins, pigments, and de-ionized water. These elements must be kept in a delicate balance to ensure the finish remains consistent.
Resins serve as the backbone, providing the structural integrity and corrosion resistance required for the road. Pigments provide the color and additional physical properties like UV resistance.

What role does resin play in the coating?
The resin is a polymer that acts as the primary shield against the environment. Believe it or not, the resin is what determines whether your coating will be flexible or rigid. Most heavy-duty applications use an epoxy-based resin for maximum chemical resistance.
- Adhesion: Bonds the coating to the metal substrate.
- Durability: Resists impact and abrasion from road debris.
- Corrosion Shield: Creates a barrier against salt and moisture.
Why is de-ionized water used in the bath?
Regular tap water contains ions that would interfere with the electrical current. Using de-ionized water ensures that the electricity only carries the paint particles to the part. This purity is what allows for the “surgical” precision of the finish.
| Bath Component | Primary Function |
|---|---|
| Resin System | Provides the structural film and corrosion barrier. |
| Pigment Paste | Adds color and enhances physical durability. |
Maintaining bath chemistry is a 24/7 task that requires constant monitoring and laboratory testing.
Key Takeaway: A precise chemical cocktail of high-grade resins and purified water is what enables the finish to survive thousands of miles in harsh conditions.
What is e-coating and how does it protect surfaces?
The technical answer to what is e-coating lies in the multi-stage pretreatment required for demanding applications. Protection starts long before the part hits the paint tank. Every part must be cleaned and chemically treated to ensure the bond is permanent.
Without proper surface preparation, even the best coating will fail. This stage removes oils, dirts, and oxidation that would otherwise compromise the finish.
What happens during the pretreatment stage?
Pretreatment is a series of cleaning and rinsing cycles that strip the metal to its purest form. You might be wondering: why so many steps? It’s because any residue left behind will act as a weak point for rust to start.
- Alkaline cleaning: Removes heavy oils and grease.
- Conditioning: Prepares the surface for the phosphate layer.
- Final Rinsing: Uses ultra-pure water to remove all traces of chemicals.
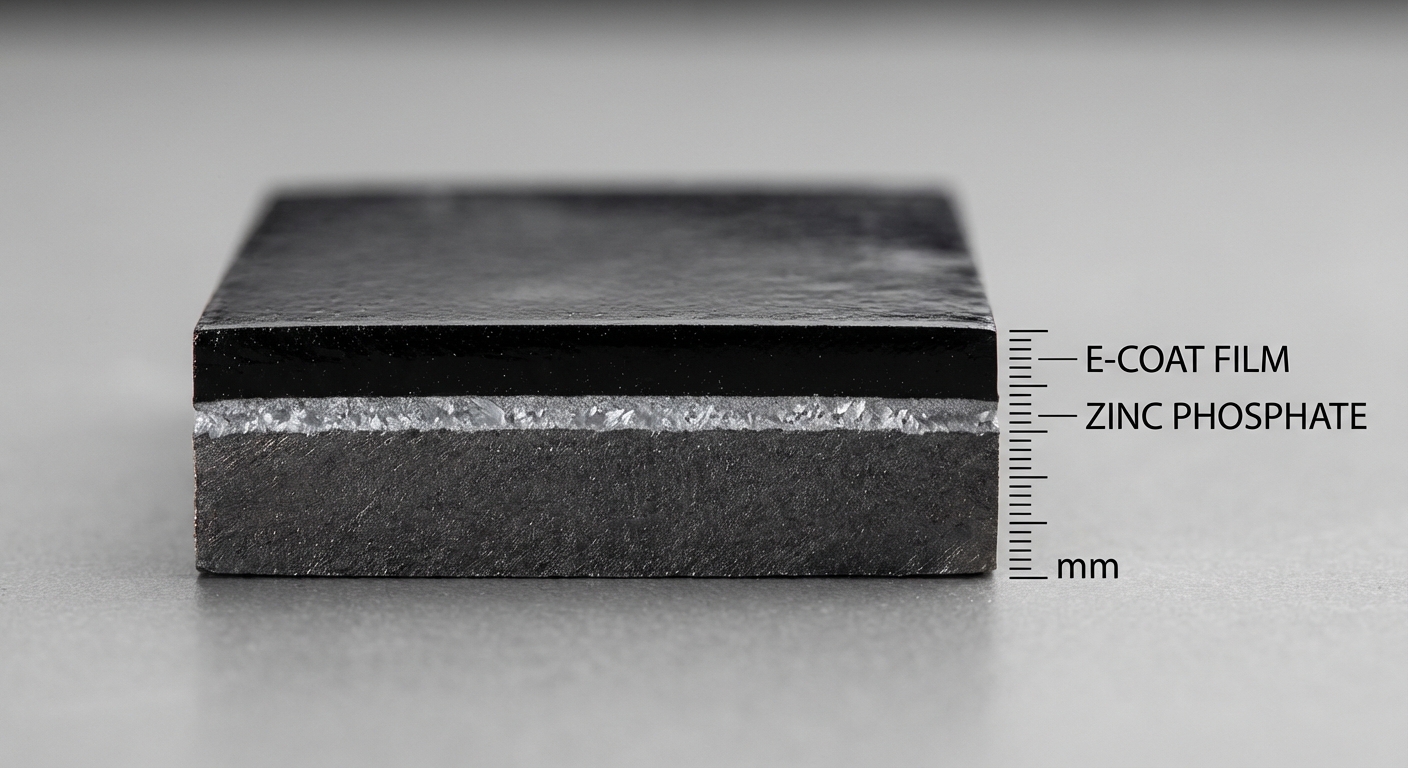
Why is zinc phosphating critical for adhesion?
Applying a zinc phosphate layer is the secret to long-term survival. This layer creates a “toothy” surface that the paint can grab onto at a microscopic level. It also acts as a secondary line of defense if the top coat is ever scratched.
| Stage | Goal |
|---|---|
| Cleaning | Eliminates surface contaminants that hinder bonding. |
| Phosphating | Creates a chemical bond and improves corrosion resistance. |
The integration of zinc phosphate doubling the corrosion resistance is what sets premium products apart.
Key Takeaway: Protection is a multi-layered strategy where pretreatment and the final coat work in tandem to seal the metal from the elements.
What is e-coating and where did the technology start?
Looking back at what is e-coating shows a transition from rubber glove manufacturing to modern automotive standards. While the technology feels futuristic, the roots of electrodeposition date back over a century. It began as a niche industrial process before finding its home in the auto industry.
In the early 1900s, manufacturers used similar principles to apply latex to cloth. It wasn’t until the 1960s that the process we recognize today was perfected for metal protection.
When was electrodeposition first used?
The concept was first explored in the early 1930s for lining food and beverage cans. It was a revolutionary way to ensure that the interior of the can was perfectly sealed. This early success proved that electricity could apply a uniform coating in areas where sprayers failed.
- 1930s: Used for emulsion coatings in steel cans.
- 1950s: Ford Motor Company begins research for automotive use.
- 1960s: First commercial automotive anodic systems appear.
How has the process evolved since the 1930s?
The biggest shift occurred in the 1970s with the move from anodic to cathodic systems. Here is the bottom line: cathodic coatings offer significantly better corrosion protection. This evolution is why modern trucks can last for decades without significant rust issues.
| Era | Major Milestone |
|---|---|
| Early 1900s | Use of latex electrodeposition for cloth products. |
| Late 1970s | Development of cathodic systems for superior rust protection. |
The history of the process is a timeline of constant improvement in chemical stability and durability.
Key Takeaway: E-coating has evolved from a food-grade sealer into the global benchmark for automotive and heavy-duty primer.
What is e-coating and how does it beat powder coating?
A common question regarding what is e-coating is how it stacks up against traditional powder finishes. While powder coating is great for aesthetics, it often suffers from the “Faraday Cage” effect. This means the powder cannot reach the inside of tubes or tight corners.
Because the process involves total submersion, every hidden nook and cranny is coated. You get 100% coverage, even on the inside of a welded assembly.
How does e-coating handle recessed areas?
Since the part is submerged in a liquid bath, the coating goes everywhere the liquid goes. There is no escaping the finish. This is vital for complex parts like bumper brackets where rust often starts in the hidden gaps.
- Total immersion: Reaches areas that line-of-sight spray cannot.
- Liquid penetration: Flows into seams and joints.
- No sags or runs: The electrical process ensures a flat, even film.
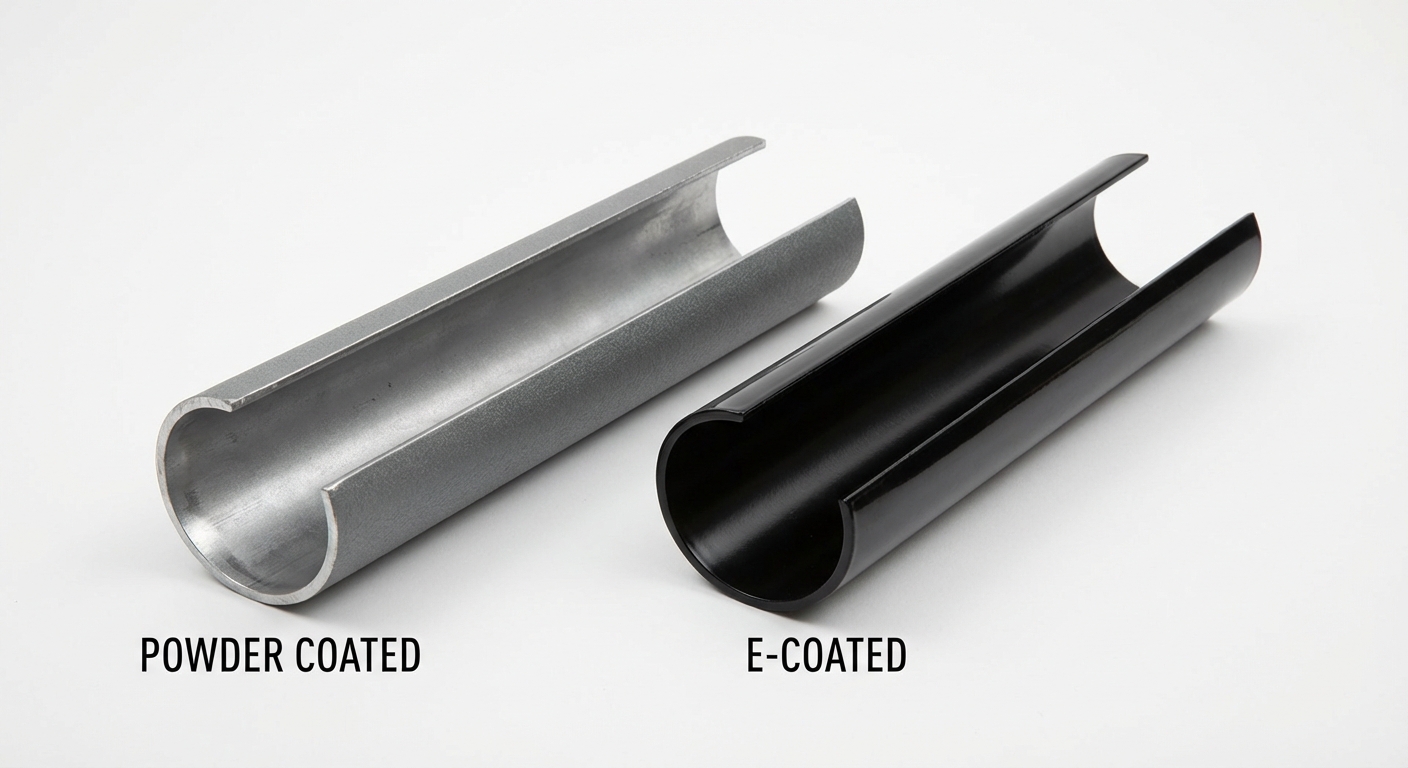
What is the difference in film appearance?
E-coat produces a much thinner and more uniform film than powder coating. This is important for parts with tight tolerances, like bolt holes. Here is the kicker: you don’t have to worry about thick paint buildup making it impossible to assemble your parts.
| Feature | E-Coating | Powder Coating |
|---|---|---|
| Interior Reach | 100% coverage of interior surfaces. | Often leaves interior metal bare. |
| Uniformity | Extremely thin and consistent. | Can be thick and prone to “orange peel.” |
The precision of the liquid bath ensures that even the most intricate shapes are perfectly protected.
Key Takeaway: E-coating provides superior “throw power,” ensuring that the inside of your equipment is just as protected as the outside.
What is e-coating and why does the transport sector need it?
For those in transport, what is e-coating becomes a question of longevity for vital components. Fleet owners operating in northern climates deal with “liquid salt” that stays wet on the vehicle for days. This chemical soup is designed to eat through standard paint in a single season.
E-coat provides the dense, non-porous barrier needed to stop this chemical attack. It keeps the structural steel of your bumpers and guards intact despite the salt spray.

Does it withstand harsh off-road environments?
Off-road environments add the threat of physical abrasion from gravel and brush. While no coating is bulletproof, the electrochemical bond of this finish makes it highly resistant to “delamination.” Even if the coating is chipped, the rust won’t spread underneath the rest of the finish.
- Impact resistance: Resists chipping from road gravel.
- Chemical stability: Withstands de-icing fluids and oils.
- UV Protection: Modern formulations resist fading in direct sunlight.
How does it reduce maintenance for fleet owners?
Maintenance is all about preventing downtime. When your parts are e-coated, you don’t have to spend time sanding and repainting rusty spots every spring. You can focus on keeping your trucks on the road and generating revenue.
| Maintenance Factor | Impact |
|---|---|
| Inspection Success | Reduced rust leads to fewer DOT inspection failures. |
| Resale Value | Clean, rust-free equipment commands a higher price on the secondary market. |
Reducing the frequency of repairs is the fastest way to improve your fleet’s bottom line.
Key Takeaway: For long-haul and northern fleets, this coating is the only way to ensure components survive the relentless assault of road salt.
What is e-coating and which industries use it most?
Broadening the scope of what is e-coating reveals its dominance in manufacturing heavy-duty moose bumpers. It is the gold standard for the automotive industry, used on over 75% of car bodies globally. Any industry that requires high-volume, high-quality corrosion protection relies on this method.
From agricultural equipment to heavy machinery, the demand for a “dip” finish is growing. It provides a level of reliability that spray-on primers simply can’t match.

Why is it the standard for automotive bodies?
Automotive manufacturers need a way to protect the complex frame and body structures that are impossible to spray manually. The e-coat tank allows them to prime an entire car body in one go. Make no mistake: if it’s good enough for a $100,000 truck frame, it’s good enough for your accessories.
- Total frame protection: Coats the inside of the frame rails.
- Excellent primer base: Provides a perfect surface for aesthetic topcoats.
- Scalability: Allows for thousands of units to be processed daily.
How do logging and northern fleets benefit?
Logging fleets operate in some of the most abrasive conditions on earth. The combination of mud, moisture, and vibration is a recipe for rust. Using a submerged coating ensures that the mounting brackets and hardware—the parts that actually hold the bumper on—are fully protected.
| Industry | Primary Usage |
|---|---|
| Automotive | Primary primer for body panels and chassis. |
| Agriculture | Protection for frames and internal components. |
The versatility of the process makes it the go-to choice for any high-stakes industrial application.
Key Takeaway: The massive scale of the automotive industry has perfected this technology, making it accessible for heavy-duty truck protection.
What is e-coating and is it environmentally friendly?
When businesses ask what is e-coating, they are often surprised by its low environmental impact. Unlike traditional wet painting, this process produces almost zero hazardous air pollutants (HAPs). It is a “closed-loop” system where almost every drop of paint is used.
The focus on low Volatile Organic Compounds (VOCs) makes it a favorite for companies looking to meet strict EPA or RoHS standards. You can have world-class protection without the massive environmental footprint.
Does the process produce hazardous air pollutants?
Most modern systems are water-based, which significantly reduces the amount of solvent released into the atmosphere. Here is the deal: because the paint is pulled out of the water by electricity, the remaining water can be filtered and reused.
- Low VOCs: Meets and exceeds international air quality standards.
- HAPs-free: Formulated without hazardous heavy metals like lead or chrome.
- Waste reduction: Minimal sludge compared to traditional spray booths.
How efficient is the material utilization?
Because it is a dip process, there is no “overspray” lost to the wind. Any paint that doesn’t bond is rinsed off and returned to the main tank. This 95%+ efficiency is not just good for the wallet; it’s good for the planet.
| Environmental Metric | Status |
|---|---|
| VOC Levels | Exceptionally low compared to solvent-based paints. |
| Material Waste | Minimal due to highly efficient recycling systems. |
Sustainable manufacturing is becoming a requirement for modern procurement teams.
Key Takeaway: Choosing a “green” coating process doesn’t mean sacrificing performance; it often means getting a more efficient and durable finish.
What is e-coating and how should you maintain it?
Finalizing your understanding of what is e-coating involves learning how to keep the finish pristine for years. While the coating is incredibly tough, it is not invincible. Regular maintenance, specifically rinsing away road chemicals, will extend the life of the finish indefinitely.
Think of it like a high-end watch: it’s built to last, but it still needs a quick clean now and then. Simple care prevents the buildup of corrosive materials.

What cleaning agents are safe for e-coat?
You don’t need expensive chemicals to keep your e-coat in good shape. In fact, harsh solvents can actually dull the finish over time. Mild soap and plenty of fresh water are the best tools for the job.
- Fresh water: The best way to neutralize road salt.
- Mild detergent: Removes oils and road film without damage.
- Soft brush: Helps break up stubborn mud and debris.
Can e-coat be used as a standalone finish?
Yes, but it is often used as a high-performance primer. For maximum UV protection on accessories that face constant sunlight, many manufacturers apply a powder topcoat over the e-coat. This “duplex” system is the ultimate defense for heavy-duty truck protection.
| Maintenance Step | Frequency |
|---|---|
| Salt Rinse | Weekly during winter months. |
| Visual Inspection | Monthly to check for deep physical gouges. |
Proactive cleaning is the easiest way to protect your investment in high-quality truck gear.
Key Takeaway: Low maintenance doesn’t mean “no maintenance,” but a simple rinse is all it takes to keep your e-coated parts rust-free.
*
Choosing the right protection for your fleet is the difference between equipment that lasts and equipment that fails prematurely. We solve the problem of “inside-out” corrosion by encasing your moose bumpers and grille guards in a laboratory-grade electrochemical shield. Our stance is clear: we build for the most extreme North American conditions so you can drive with confidence. If you are ready to upgrade your fleet’s durability and reduce your long-term maintenance costs, contact us today for a custom quote on our heavy-duty truck protection products.
*
Frequently Asked Questions
Can I apply e-coating over an existing paint job?
No, you cannot apply this finish over existing paint because the process requires a bare, pretreated metal substrate to allow the electrical current to bond the particles to the surface.
What’s the best way to tell if a product has been e-coated?
Check the hard-to-reach areas, such as the interior of tubes or the backside of complex brackets; e-coating will be perfectly uniform in these spots, whereas spray-applied finishes will often leave bare metal or thin spots.
Can I use e-coating for aluminum parts as well as steel?
Yes, you can use it for both aluminum and steel, as the process is highly effective on various conductive metals, providing an excellent base for further aesthetic topcoats.
What’s the best topcoat to use over an e-coat primer?
Powder coating is the best choice to apply over e-coat (forming a “duplex” system) because it provides the ultimate level of UV protection and impact resistance for heavy-duty truck accessories.
How do I know if I need a duplex system instead of just e-coat?
Yes, you should opt for a duplex system if your components are exposed to high levels of direct sunlight and abrasive debris, as the powder topcoat adds an extra layer of UV and physical protection.