Springback defines tube bending success because ignoring the elastic recovery of metal causes critical structural misalignments that compromise safety and increase production scrap. Imagine setting up a complex production run of heavy-duty truck bumpers, only to find that every finished piece is off by two degrees. This minor deviation forces your assembly team to manually muscle the guards into chassis brackets, locking them under constant tension.
These pre-stressed joints eventually fail under standard road vibration, threatening your fleet’s safety and driving up warranty claims. Fortunately, mastering tube guard bending springback allows you to program flawless, repeatable forming cycles. This guide reveals how controlling this physical rebound transforms your custom fabrication outcomes.
What triggers tube guard bending springback during forming?

Mechanical stress differences across the tube wall trigger tube guard bending springback during the forming process. When you apply bending force, the outer fibers of the tube stretch under tensile stress while the inner fibers compress. This creates a complex stress gradient that remains locked within the metal until the machine clamps release.
Once the pressure is removed, the remaining elastic energy forces the material to rebound slightly. This natural physics phenomenon dictates whether your heavy-duty protection guards fit perfectly onto commercial vehicle frames. Managing these internal forces is critical for high-tolerance fabrication.
How does elastic deformation cause physical rebound?
During a typical bend cycle, the metal undergoes both plastic and elastic deformation. Look:
- The outer metal zone experiences permanent plastic deformation.
- The inner core of the metal remains in the temporary elastic zone.
- Releasing clamping pressure lets the elastic core spring back.
This mechanical rebound alters your final bend angle. If you fail to compensate for this movement, your final guard assemblies will deviate from CAD specs.
Where do residual stress traps concentrate in tubes?
Unrelieved residual stress concentrates along the neutral axis of the metal tube during bending. Here is the deal:
- Tension zones pull the outer wall thin during high-pressure sweeps.
- Compression zones crowd material along the inner radius area.
- The neutral axis shifts, locking in structural stress patterns.
Key Takeaway: You must anticipate the physical rebound triggered by residual stresses to prevent downstream assembly misalignments.
| Strain Zone | Material Response | Structural Consequence |
|---|---|---|
| Outer Wall | Tensile stretching | Wall thinning and elastic pull |
| Inner Wall | Compressive crowding | Wrinkling risks and rebound pressure |
| Neutral Axis | Transition shift | Stored residual stress concentration |
Recognizing where stress concentrates allows you to design better tooling layouts that actively counteract rebound forces.
How does metal grade affect tube guard bending springback?
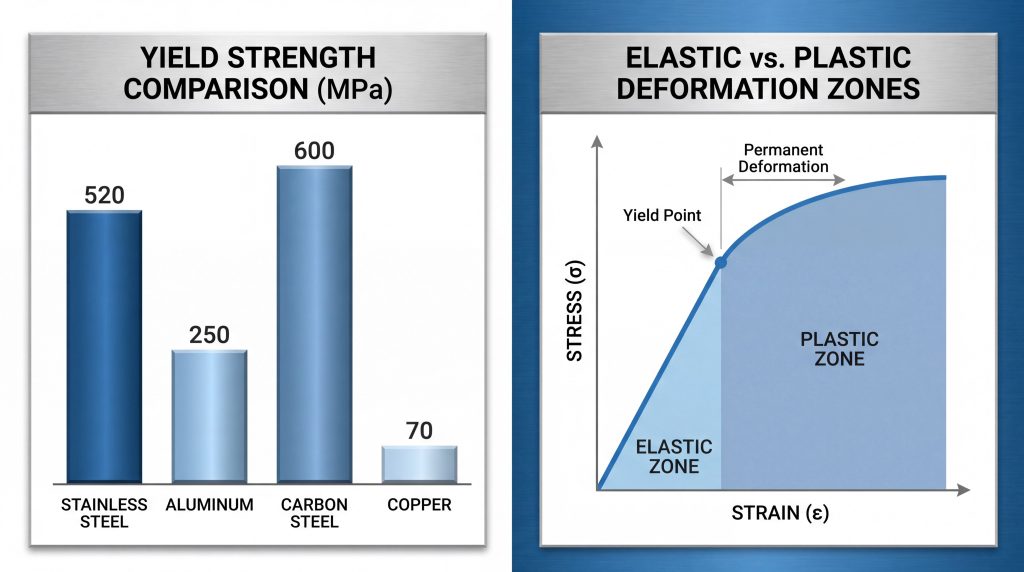
Metal chemical properties and yield strength directly dictate how much tube guard bending springback occurs during fabrication. High-strength alloys store far more elastic energy during bending than softer, more ductile metals. This variance means a machine setup configured for one material will fail if used for another.
Harder metals require precise overbending to compensate for their high rebound tendencies. Conversely, highly ductile alloys settle into their final shapes with minimal resistance. Understanding these metallurgical profiles is the first step toward reliable fabrication.
Why does stainless steel spring back more than copper?
Stainless steel exhibits high work-hardening rates and elevated yield strength, forcing a larger rebound. But wait, there’s more:
- High-yield alloys store more elastic energy during forming pressure.
- Copper deforms plastically with very low internal resistance.
- Stainless steel requires nearly double the overbend angle of copper.
This behavior requires you to adjust your CNC controller settings whenever switching raw material batches. Ignoring these differences leads directly to high scrap rates.
How do yield strength and Young’s modulus interact?
The ratio of yield strength to Young’s modulus determines the physical springback potential of any metal alloy. Here is the deal:
- Higher yield strength increases the force needed for plastic deformation.
- Young’s modulus measures the structural stiffness of the material.
- A higher ratio always results in a larger physical rebound.
Key Takeaway: Calculating the stiffness-to-yield ratio allows you to establish reliable baseline overbend calculations before production begins.
| Material Class | Yield Strength | Elastic Modulus | Rebound Severity |
|---|---|---|---|
| Copper Alloys | Low (70-150 MPa) | Moderate (117 GPa) | Extremely Low |
| Aluminum (6061-T6) | Moderate (276 MPa) | Low (68.9 GPa) | Moderate |
| Stainless Steel | High (290 MPa) | High (193 GPa) | High |
Utilizing this metallurgical data helps you select the correct material grades for demanding structural guards.
Why must tube guard bending springback meet tight tolerances?
Strict angular accuracy prevents installation misalignments and structural failures in heavy-duty bumper assemblies. Inconsistent tube guard bending springback creates warped profiles that will not align with standard chassis mounting points. This forces installers to use excessive mechanical pressure to bolt the guard in place.
Forcing misaligned parts pre-loads the structural welds with stress, drastically reducing their impact resistance. To maintain the integrity of professional safety systems, your tolerances must remain flawless. Every millimeter of deviation weakens the overall guard performance.
How does angular deviation impact moose bumper alignment?
Even a single degree of angular deviation translates into inches of misalignment over a long span. Look:
- Out-of-tolerance tubes cannot fit standard vehicle mounting brackets.
- Forced installation creates constant, unintended stress on support welds.
- Vibration-induced fatigue rapidly causes structural bracket failure.
This means your guards must be fabricated perfectly to absorb road energy rather than failing under pre-loaded stress. Consistent angles are non-negotiable for commercial safety.
Why do grille guards require strict clearance profiles?
Grille guards must maintain exact clearance gaps to avoid interfering with active vehicle shutters and cooling airflow. But wait, there’s more:
- Warped bars can block essential headlight illumination zones.
- Incorrect clearance profiles cause unwanted hood or bumper friction.
- Precise laser-cut guards require perfect tube curvature to assemble.
Key Takeaway: Maintaining tight tolerance control ensures your front-end guards protect the vehicle without compromising engine performance.
| Alignment Parameter | Tolerance Limit | Failure Risk | Prevention Method |
|---|---|---|---|
| Chassis Mounting | ±0.5 mm | Weld cracking under vibration | Precise springback compensation |
| Engine Clearance | Min 15.0 mm | Airflow blockage and overheating | Centerline radius verification |
| Headlight Wrapping | ±1.0 degree | Lens scraping and poor lighting | Multi-plane angle checking |
Ensuring precise clearance patterns protects critical engine systems from heat buildup and unexpected friction wear.
How does geometry impact tube guard bending springback rates?
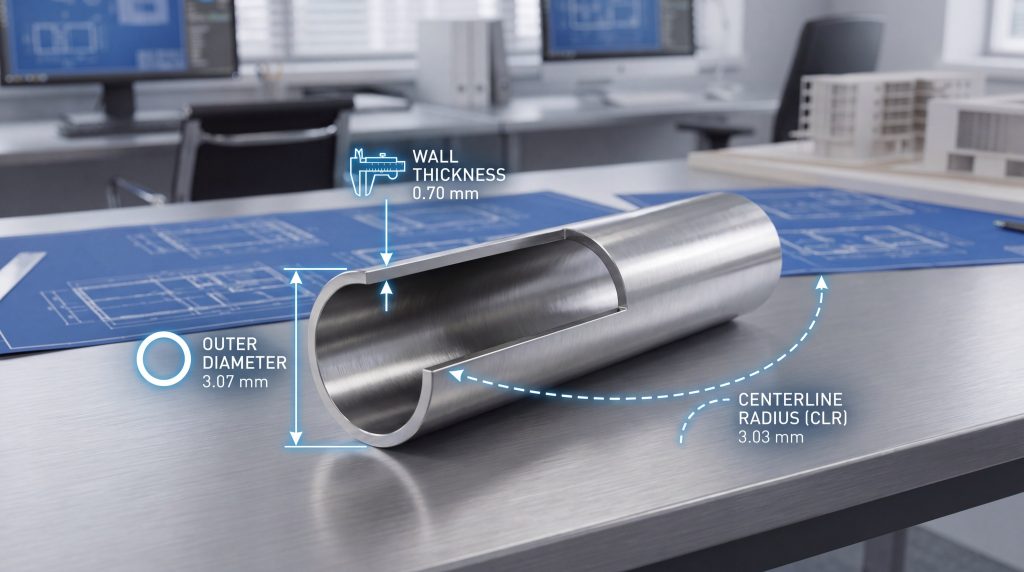
Tube dimensions and radius profiles directly alter the rate of tube guard bending springback across all alloys. Thicker walls resist deformation but retain less elastic memory, while wider centerline sweeps increase overall springback. Balancing these physical dimensions is essential for predictable forming.
Changing any geometrical value alters the ratio of plastic-to-elastic deformation within the tube. If you modify your guard’s outer diameter, you must update your overbend calculations immediately. Otherwise, physical deviations will ruin your production run.
Does wall thickness change the rate of rebound?
Thicker-walled tubes contain more plastically deformed material, which stabilizes the final bend shape. Here is the deal:
- Thin walls yield higher elastic recovery rates during forming.
- Thicker walls resist structural ovality and wrinkling better.
- Heavy-gauge metals maintain their bent angles much more reliably.
This makes wall thickness a primary driver of how your setup responds to pressure. You must scale your bending force to match these material dimensions.
How does the centerline radius alter stress areas?
Larger centerline radii distribute stress more widely, leaving more of the cross-section in the elastic zone. Look:
- Wide sweeps generate a larger cumulative rebound angle.
- Tight radii force rapid plastic transition, reducing springback.
- Tight bends increase the risk of wall thinning and outer cracking.
Key Takeaway: You must balance your centerline radius selections to minimize rebound without compromising structural tube integrity.
| Parameter Change | Rebound Impact | Primary Cause | Tooling Solution |
|---|---|---|---|
| Wall Thickness Increase | Decreases | Greater plastic flow volume | High-clamping force dies |
| Outer Diameter Increase | Increases | Larger elastic zone area | Precision matching mandrels |
| Centerline Radius Increase | Increases | Lower localized stress level | Closed-loop pressure control |
Matching your tooling design to these geometric factors prevents unexpected dimension changes during mass production.
Why are manual fixes for tube guard bending springback costly?
Manual corrections for tube guard bending springback waste expensive materials, exhaust skilled labor, and introduce human error. When operators attempt to “feel” the correct overbend angle, they rely on trial and error. This unscientific approach quickly fills your scrap bins with ruined, out-of-spec tubes.
Relying on hand-held protractors slows down your assembly line and limits throughput. Every minute spent manually tweaking a bent tube is a minute lost to productive fabrication. Transitioning away from manual methods is a financial necessity for modern shops.
Why is trial-and-error too costly for custom runs?
High-grade alloys are too expensive to waste on manual testing and tuning. But wait, there’s more:
- Scrapped structural tubes directly drain your fabrication profits.
- Setup hours spent guessing correct angles stall urgent delivery deadlines.
- Inconsistent hardness between material batches makes old rules of thumb useless.
This makes the trial-and-error approach a major bottleneck in your facility. You need a data-driven method to achieve first-past-yield success.
How does operator fatigue introduce dimensional drift?
Physical fatigue throughout a long work shift leads to subtle variations in how tools are clamped. Here is the deal:
- Human measurements with manual gauges vary between operators.
- Tired operators may overlook small angular discrepancies.
- Clamping pressure drifts when manual valves are not fully engaged.
Key Takeaway: Automating your quality verification eliminates human measurement errors and stabilizes your daily production output.
| Compensation Style | Waste Level | Labor Demand | Process Repeatability |
|---|---|---|---|
| Manual Trial | High (5-10% scrap) | Very High | Extremely Low |
| Operator Intuition | Moderate (3-5% scrap) | High | Low (depends on staff) |
| Sensor Automation | Negligible (<0.5% scrap) | Low | Extremely High |
Removing human error from the measurement process is the most effective way to protect your profit margins.
How do laser sensors solve tube guard bending springback?

Real-time laser scanning systems eliminate tube guard bending springback errors by measuring the tube profile mid-cycle. These advanced sensors instantly detect the exact angle of the relaxed tube during forming. The CNC controller then uses this data to adjust the overbend parameters dynamically.
This automated process happens in seconds, ensuring every single part achieves exact dimensional accuracy. By measuring and correcting each bend on the fly, you eliminate scrap. This sensor integration is the gold standard for high-volume, high-precision manufacturing.
How do lasers measure post-bend angles in real time?
Laser scanners sweep the metal profile the instant the machine releases clamp pressure. Look:
- The bend arm relaxes slightly to let the metal spring back.
- Optical sensors measure the deflected centerline angle immediately.
- The controller compares the physical angle with the target coordinate.
This dynamic loop guarantees that material variations are compensated for automatically. You no longer have to worry about shifting alloy hardness.
What are the benefits of closed-loop feedback systems?
Closed-loop setups allow the machine to learn and correct itself without human intervention. But wait, there’s more:
- Instant overbend corrections prevent out-of-tolerance parts from escaping.
- Continuous calibration updates the active bending library automatically.
- Cycle times decrease because manual quality checks are eliminated.
Key Takeaway: Integrating closed-loop laser feedback transforms your bending machine into a self-correcting precision system.
| Sensor System Type | Measurement Speed | Accuracy Level | Scrap Reduction |
|---|---|---|---|
| Optical Laser | Instant (<1 second) | ±0.05 degrees | Up to 99% reduction |
| Touch Probe | Moderate (3-5 seconds) | ±0.10 degrees | Up to 90% reduction |
| Manual Caliper | Slow (>30 seconds) | ±0.50 degrees | Low impact |
Investing in real-time laser measurement ensures your high-end production lines operate at peak efficiency.
How does CNC programming control tube guard bending springback?
Advanced machine code calculates and applies dynamic overbend coefficients to control tube guard bending springback automatically. By programming conditional macros directly into the controller, you allow the system to adapt to changing variables. This ensures the physical bend path matches your digital design.
Software simulations verify that your tooling speeds and pressures are optimized before physical production. Direct translation of design coordinates to machine paths reduces data entry errors. Your code becomes the ultimate safeguard against dimensional deviations.
How do conditional macros prevent scrap during runs?
Macros dynamically adjust the command angle based
- The program references a database of previous material behaviors.
- If sensor data detects high hardness, the overbend angle increases.
- The controller updates the tool path in real time for safety.
This code-driven flexibility prevents costly trial runs. You can rely on standard calculations to keep your parts within strict specifications.
Why must CAD models adapt to post-bend physics?
Your design files must model the overbent tool path rather than just the final nominal geometry. Look:
- Pre-compensated files prevent errors during the translation process.
- Digital twins predict stress concentrations before metal is bent.
- Perfect LRA coordinates ensure seamless communication with benders.
Key Takeaway: Programming for physics instead of ideal shapes ensures your CAD files translate into perfect physical products.
| Programming Method | Data Source | Speed | Consistency |
|---|---|---|---|
| Static Angle Code | Manual lookup tables | Low flexibility | Moderate to low |
| Conditional Macros | Historical material database | Rapid adjustment | High consistency |
| Dynamic Simulation | 3D digital twin analysis | Highly proactive | Excellent accuracy |
Building predictive logic into your programming stage removes the guesswork from complex, multi-bend components.
How do shop fixtures validate tube guard bending springback?
Precision checking jigs and physical templates validate that tube guard bending springback remains within tolerance on the shop floor. These fixtures simulate real-world mounting conditions to verify the exact fitment of your completed guards. Any deviation is immediately noticed before the product is shipped.
Combining these physical templates with digital measurement arms provides a dual layer of quality assurance. This validation process ensures your heavy-duty guards bolt onto commercial frames effortlessly. Consistent shop-floor verification is the key to maintaining brand trust.
Why is pre-run lot testing critical?
Material characteristics can fluctuate between mill runs, altering how the metal behaves under pressure. But wait, there’s more:
- Minor shifts in chemistry alter the yield strength of the steel.
- Tubes from different batches spring back at slightly different angles.
- Testing a sample piece from each new batch prevents mass-production errors.
Taking the time to calibrate your system for each new batch protects your entire run. This simple preventative step saves thousands in potential rework.
How do Go/No-Go fixtures guarantee field fitment?
Heavy-duty checking fixtures provide a simple, physical test that requires no complex programming. Here is the deal:
- The operator drops the completed guard into a matching steel template.
- If all mounting holes align perfectly, the guard passes inspection.
- Any warped or over-sprung tubes are caught and corrected immediately.
Key Takeaway: Combining tactile check fixtures with digital tools ensures every guard you ship mounts perfectly on the truck.
| Verification Tool | Metric Measured | Operator Skill | Feedback Speed |
|---|---|---|---|
| Go/No-Go Fixture | Hole alignment & overall envelope | Low (visual) | Immediate |
| Digital Arm (CMM) | 3D coordinates & deviations | High (technical) | Moderate (minutes) |
| Laser Tracker | Centerline profile sweep | Moderate | Fast |
Implementing a standardized check-fixture protocol on the floor ensures consistent, repeatable quality across every shift.
Which tooling setups minimize tube guard bending springback?
High-performance mandrels, precise pressure die timing, and uniform lubrication minimize tube guard bending springback during forming. Correctly aligning your tools ensures the metal is forced completely into the plastic deformation zone. This limits the volume of material left in the elastic zone.
When your tooling is perfectly calibrated, the tube retains its intended shape with minimal rebound. Properly managing friction and internal support is critical for difficult alloys. The right hardware configuration makes all the difference.
How does mandrel depth control internal collapse?
Positioning the mandrel tip slightly past the bend tangent point provides critical internal support. Look:
- The mandrel prevents the tube wall from collapsing inward during bending.
- It concentrates the forming stresses into the plastic zone.
- Multi-ball setups maintain shape consistency across tight radiuses.
This internal stability directly reduces the amount of elastic recovery observed. You must calibrate your mandrel depth to match your specific tube thickness.
Why does lubrication impact angle consistency?
Uneven friction between the tube and the dies causes unpredictable material flow and rebound. But wait, there’s more:
- High-quality synthetic lubricants maintain a stable coefficient of friction.
- Automated lubrication systems guarantee uniform coverage inside every tube.
- Reducing friction-induced heat stabilizes your overall springback angles.
Key Takeaway: Maintaining consistent lubrication and internal support is essential for achieving predictable, repeatable bend angles.
| Tooling Component | Adjustment Goal | Primary Structural Effect | Springback Impact |
|---|---|---|---|
| Mandrel Tip | Advance past tangent | Supports inner wall, limits collapse | Reduces variation |
| Pressure Die | Increase forward boost | Relieves tensile wall stress | Minimizes rebound |
| Synthetic Lube | Uniform automatic spray | Eliminates friction shifts | Stabilizes angles |
Correct tooling setup is your most powerful mechanical defense against unpredictable material behaviors.
Can AI predict future tube guard bending springback issues?

Next-generation artificial intelligence algorithms can accurately predict tube guard bending springback variations by analyzing historical manufacturing cycle data. By tracking tiny deviations in force and temperature, these smart benders adjust their parameters autonomously. This proactive technology is redefining efficiency in modern metal fabrication.
These predictive models eliminate the need for manual setup trials and physical database updates. As the system processes more bends, its accuracy continuously improves. Embracing AI is the next frontier for competitive manufacturing operations.
How do self-learning CNC systems update tables?
Cloud-enabled controllers instantly share springback correction data across your entire machine network. Here is the deal:
- Every completed bend cycle adds new data to a global library.
- The system analyzes patterns to refine its overbend coefficients.
- Machine adjustments occur automatically without human programming.
This digital integration ensures that a lesson learned on one machine improves the accuracy of every other bender in your facility. Your production becomes increasingly smart and efficient over time.
What are the benefits of predictive analytics?
Anticipating springback shifts before they happen reduces material waste and downtime. Look:
- Smart sensors identify tooling wear before it impacts angle quality.
- AI models predict how new metal shipments will behave.
- Your factory achieves near-zero scrap rates on complex custom runs.
Key Takeaway: Implementing self-learning AI systems ensures your fabrication lines remain at the cutting edge of precision and profitability.
| Control Era | Main Mechanism | Calibration Style | Average Scrap Rate |
|---|---|---|---|
| Legacy CNC | Static lookup tables | Manual operator offset adjustments | 2.0% – 4.0% |
| Smart CNC | Closed-loop laser sensors | Dynamic mid-cycle overbending | 0.2% – 0.5% |
| Predictive AI | Deep learning neural networks | Proactive, self-learning adjustments | <0.05% |
Adopting predictive technologies is the ultimate path to achieving flawless quality on every single production shift.
Conclusion
Mastering springback is the ultimate key to unlocking precision in heavy-duty guard manufacturing. By understanding the mechanical forces behind elastic recovery, selecting optimized tooling setups, and leveraging modern sensor feedback systems, you eliminate assembly issues and costly scrap. Our commitment is to deliver heavy-duty vehicle protection that sets the industry standard for durability and fitment. If you are ready to elevate your fleet’s protection or discuss custom OEM fabrication partnerships, contact us today to work directly with our engineering team.
Frequently Asked Questions
Can I eliminate springback entirely by using a mandrel?
No, you cannot eliminate springback completely using only a mandrel. While a mandrel provides vital internal support to prevent tube collapse, it cannot alter the fundamental elastic modulus of the metal, which always causes some degree of recovery when pressure is released.
What’s the best way to calculate the initial overbend angle?
The most effective method is utilizing predictive CNC software combined with a historical material library. This approach allows the machine to calculate baseline overbend coordinates based on material stiffness and centerline geometry, reducing the need for trial-and-error setups.
How do I know if my tooling is causing inconsistent rebound?
You can identify tooling issues when springback angles vary wildly within the same material batch. Inconsistent rebound is typically caused by slipping pressure dies, misaligned mandrels, or uneven lubrication across the tube surface.
Can I use the same springback settings for steel and aluminum?
No, you must never use identical settings for steel and aluminum. Steel has a much higher yield strength and elastic modulus, meaning it will experience a significantly larger springback than a highly ductile aluminum tube.