Weld inspection is critical for Moose Bumpers and grille guards, verifying the structural integrity of each joint to prevent costly failures during high-impact events. This guide provides actionable insights for Class 8 truck fleets to maintain reliable front-end protection.
Why is weld inspection vital for moose bumpers?
Weld inspection is critical for moose bumpers because these components act as the first line of defense for a truck’s expensive cooling and engine systems. High-quality welds ensure that the guard remains a singular, rigid unit capable of withstanding thousands of pounds of impact force. Without a proper weld inspection, a bumper might look sturdy but fail internally at the first sign of stress. You cannot afford to gamble with structural integrity when operating in wildlife-heavy regions.
Protecting Class 8 trucks in wildlife zones
Operating heavy-duty fleets in the North requires more than just standard equipment. You need the assurance that every joint in your protection system can handle extreme kinetic energy.
The bottom line?
- High-velocity impacts require 100% weld penetration.
- Wildlife collisions put localized stress on mounting brackets.
- A single crack can lead to a total guard detachment.
How does weld quality prevent frame failure?
A bumper that is too rigid or poorly welded can actually transfer harmful energy directly into the truck’s chassis. You want the bumper to absorb impact, not act as a lever that bends your frame rails.
Check this out:
- Controlled deformation relies on precise weld beads.
- Proper fusion prevents the bumper from vibrating loose on rough roads.
- Strategic weld placement directs forces away from sensitive mounts.
Does inspection guarantee energy absorption?
Weld inspection verifies that the metal fusion is deep enough to prevent brittle fracture during a collision. If the weld is too brittle or shallow, the guard will snap rather than bend and absorb energy.
Think about it:
- Ductility in the weld zone is essential for safety.
- Heat-affected zones (HAZ) must be monitored to prevent metal softening.
- Inspection confirms the weld matches the engineered load path.
Key Takeaway: Ensuring that your moose bumper is properly inspected guarantees that it will perform as an energy-absorbing shield rather than a liability during a wildlife strike.
| Impact Variable | Inspection Focus | Safety Outcome |
|---|---|---|
| Kinetic Energy | Penetration Depth | Prevents Shearing |
| Vibration | Fatigue Resistance | Stops Weld Cracking |
| Cold Weather | Material Toughness | Prevents Brittle Snap |
This table illustrates how specific inspection metrics directly correlate to the physical survival of the truck hardware during a collision event.
What standards govern a professional weld inspection?

Professional standards for weld inspection are dictated by the American Welding Society (AWS) and international ISO protocols to ensure structural consistency. These regulations provide a roadmap for inspectors to evaluate fusion, penetration, and surface finish. Adhering to these standards is not just a best practice; it is a legal and safety requirement in the North American trucking industry. By following established codes, manufacturers can guarantee that their guards meet the rigorous demands of highway safety.
Understanding AWS structural integrity protocols
The AWS D1.1 and D1.2 codes are the primary authorities for steel and aluminum structural welding in North America. You should always look for products that explicitly state compliance with these rigorous testing benchmarks.
Here is the kicker:
- AWS standards define the maximum allowable defect size.
- Certified inspectors use these codes to pass or fail a joint.
- Standardized testing ensures every bumper in your fleet is identical.
ISO 9001 requirements for heavy-duty protection
ISO 9001 focuses on the management of the manufacturing process to ensure that quality is repeatable. You gain peace of mind knowing that the inspection process is audited and documented by third-party experts.
But wait, there is more:
- Process control prevents “Monday morning” manufacturing errors.
- Documented traceability links each weld to a specific technician.
- Continuous improvement cycles refine the welding technique over time.
Meeting North American safety regulations
Safety regulations in the heavy-duty sector often demand that aftermarket components do not interfere with OEM safety systems. A standardized inspection confirms that the guard’s mounting and welds are compatible with the truck’s design.
Let’s face it:
- Compliance prevents insurance complications after an accident.
- Regulatory alignment ensures the guard is legal for cross-border hauling.
- Inspection logs prove “due diligence” in the event of a structural audit.
Key Takeaway: Following recognized standards like AWS and ISO transforms weld inspection from a subjective opinion into a scientific, legally defensible verification of safety.
| Standard Body | Primary Goal | Relevance to Fleet Owners |
|---|---|---|
| AWS | Technical Weld Quality | Guaranteed Structural Strength |
| ISO | Process Consistency | Repeatable Manufacturing Quality |
| DOT/Safety | Highway Compliance | Legal and Insurance Protection |
Utilize this comparison to identify which certifications your bumper manufacturer should hold to ensure maximum fleet protection.
How does visual weld inspection identify defects?
Visual weld inspection is the most common and immediate method used to identify surface-level defects like porosity, undercut, and cracks. An experienced inspector can tell at a glance if a weld bead has the correct profile and fusion characteristics. While it may seem simple, visual analysis requires a deep understanding of how molten metal behaves during the cooling process. This first line of defense catches the majority of fabrication errors before the product ever leaves the shop.
Spotting porosity and undercut in joints
Porosity is caused by trapped gas and looks like small holes on the surface, which significantly weaken the joint. Undercut occurs when the welder burns away the base metal without filling it back in, creating a “notch” that leads to cracks.
The best part?
- Visual checks are fast and require no expensive machinery.
- Inspectors can identify issues while the weld is still warm.
- Early detection prevents the need for costly rework later on.
Ensuring bumper weld consistency
Consistency in the weld seam is a hallmark of a high-quality bumper. If you see “stack of dimes” appearance, it usually indicates a steady hand and proper heat control during the process.
Now for the truth:
- Variations in bead width suggest improper travel speed.
- Irregular patterns can lead to uneven stress distribution.
- Uniform welds are aesthetically pleasing and structurally superior.
Identifying insufficient penetration
Insufficient penetration means the weld did not reach the root of the joint, leaving the metal only joined at the edges. You can often spot this visually by checking the back side of the joint or noting a “shallow” bead profile.
Believe it or not:
- Shallow welds are the leading cause of bumper shear-off.
- Proper root fusion is vital for high-vibration truck environments.
- Visual gauges help inspectors measure the actual throat of the weld.
Key Takeaway: Visual inspection provides the most immediate feedback on weld quality, allowing for the rapid identification of defects that could compromise the bumper’s structural integrity.
| Visual Defect | Physical Appearance | Structural Impact |
|---|---|---|
| Porosity | Tiny surface pits/bubbles | Reduces effective weld area |
| Undercut | Grooves at the weld edge | Creates stress concentration points |
| Overlap | Metal spilling over the edge | Indicates lack of fusion at the toe |
Review these visual cues to perform basic quality checks on your own fleet equipment during routine maintenance rounds.
Which NDT methods are used during weld inspection?

Non-destructive testing (NDT) refers to advanced weld inspection methods that see inside the metal without damaging the bumper. These techniques, including ultrasonic and dye penetrant testing, are used to find hidden flaws that the naked eye cannot detect. For critical components like mounting brackets and main guard rails, NDT provides a 100% assurance of internal soundness. Utilizing NDT is how top-tier manufacturers differentiate their products for the most demanding long-haul applications.
Dye penetrant is a liquid that seeps into tiny surface cracks that are invisible to the eye. You apply a developer, and the dye “bleeds out,” highlighting the exact location and size of any structural compromise.
That’s not all:
- It works on both aluminum and steel components.
- It is highly effective for finding fatigue cracks in older guards.
- The process is relatively simple but incredibly revealing.
When is ultrasonic testing necessary?
Ultrasonic testing (UT) uses high-frequency sound waves to map the internal structure of a weld. You use this when you need to verify that a heavy-gauge weld has total internal fusion and no hidden slag inclusions.
Here is the kicker:
- UT can measure the exact depth of a crack inside the metal.
- It provides a digital record of the weld’s internal health.
- It is the gold standard for high-security structural components.
Benefits of NDT for fleet safety
The primary benefit of NDT is the elimination of the “unknown” factor in your fleet’s hardware. You don’t have to wait for a failure to know that your bumper was manufactured correctly.
The bottom line?
- NDT prevents catastrophic failures on the road.
- It extends the lifecycle of the bumper by identifying early-stage fatigue.
- Fleet managers can use NDT reports for proactive safety audits.
Key Takeaway: NDT methods provide a “x-ray” view of your bumper’s health, ensuring that internal flaws are caught before they turn into road failures.
| NDT Method | Detection Capability | Best Use Case |
|---|---|---|
| Dye Penetrant | Surface-breaking cracks | Checking high-stress corners |
| Ultrasonic (UT) | Deep internal voids | Verifying thick mounting plates |
| Magnetic Particle | Surface/Near-surface flaws | Only applicable to steel guards |
This guide helps fleet operators choose the right testing level based on the age and exposure of their truck protection systems.
Why is weld inspection key for aluminum?
Weld inspection is especially vital for aluminum bumpers because aluminum is more sensitive to heat and contamination than steel. Aluminum has a high thermal conductivity, meaning heat dissipates quickly, making it harder to achieve deep penetration without specialized techniques. Furthermore, aluminum’s susceptibility to oxidation requires a meticulous cleaning process before welding. Without constant inspection, an aluminum weld can look perfect but lack the necessary strength to survive a moose impact.
Managing high vibration in off-road environments
Aluminum guards are often chosen for their light weight, but they must be inspected to ensure they can handle the constant vibration of logging roads. Vibration causes “work hardening,” which can lead to brittle cracks if the welds are not perfectly executed.
Check this out:
- Properly inspected welds distribute vibration evenly.
- Quality fusion prevents the metal from “zippering” apart.
- Soft aluminum alloys require specific filler metals for strength.
Performance in extreme northern cold
In the extreme cold of Canada and the Northern US, metal can become more brittle. Weld inspection verifies that the aluminum joints maintain their toughness even when temperatures drop to -40°F.
Think about it:
- Cold-weather testing ensures the metal won’t snap like glass.
- High-quality welds retain their impact resistance in sub-zero temps.
- Inspection checks for moisture-induced porosity before it freezes.
Preventing stress fractures in remote routes
Remote hauling routes mean help is far away, so your bumper’s welds cannot fail. Stress fractures often start as microscopic defects that only a professional inspection can identify during the build phase.
Let’s face it:
- Remote routes provide no room for structural error.
- Aluminum is prone to fatigue; inspection mitigates this risk.
- Continuous welds are superior to “tack” welds for stress loads.
Key Takeaway: Aluminum requires a higher level of inspection scrutiny due to its unique thermal properties and its reaction to vibration and extreme temperature swings.
| Property | Aluminum Challenge | Inspection Solution |
|---|---|---|
| Heat Dissipation | Cold Laps (Poor Fusion) | Thermal Profile Monitoring |
| Oxide Layer | Contamination/Weakness | Pre-weld Cleaning Audit |
| Weight | Lower density | Increased Weld Frequency/Length |
Use these insights to understand why aluminum welding requires specialized expertise and more frequent inspection intervals than standard steel.
Can weld inspection reduce fleet maintenance costs?
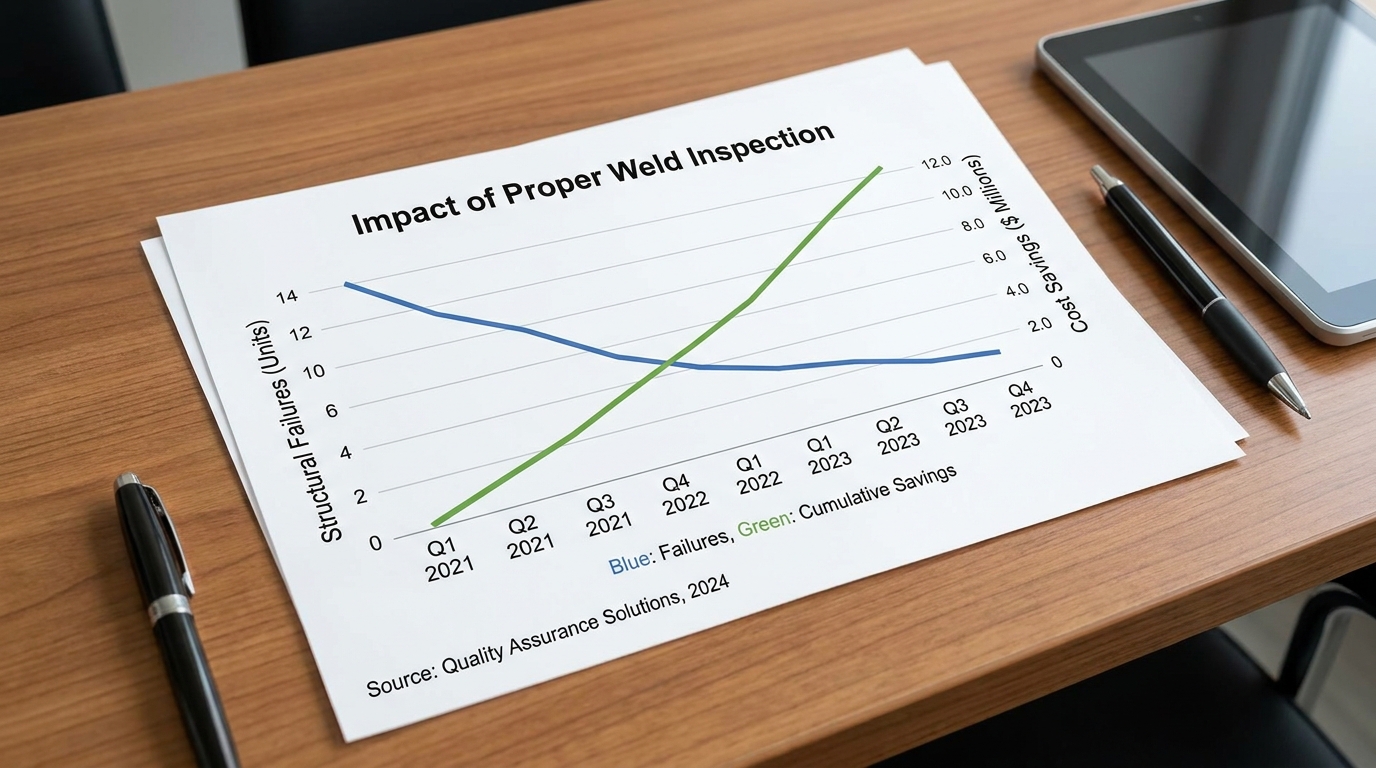
Implementing a strict weld inspection program significantly reduces long-term maintenance costs by catching structural issues before they cause downtime. When a bumper fails on the road, the costs extend far beyond the repair; they include towing, late delivery penalties, and potentially driver injury. By investing in quality inspection upfront, you ensure that your equipment stays on the road longer with fewer unscheduled repairs. Over the life of a fleet, this proactive approach can save tens of thousands of dollars in operational overhead.
Eliminating downtime caused by failure
Downtime is the silent killer of fleet profitability. A bumper that cracks due to poor welding requires the truck to be taken out of service, costing you revenue every hour it sits in the shop.
But wait, there is more:
- Proactive inspection identifies “weak links” before they break.
- Scheduled maintenance is always cheaper than emergency repairs.
- Reliable welds mean your trucks stay in the money-making lane.
Extending the service life of truck bodies
A well-welded bumper can outlast the truck it is mounted on if it is properly maintained and inspected. By verifying weld quality, you prevent the slow degradation of the guard’s structural frame over hundreds of thousands of miles.
Now for the truth:
- Quality welds resist the “creep” of metal fatigue.
- Inspection ensures that minor impacts don’t turn into major cracks.
- A durable bumper has a much higher resale value for the fleet.
How does quality control protect your ROI?
Your Return on Investment (ROI) is protected when you buy equipment that doesn’t need constant fixing. Weld inspection is the guarantee that the “premium” price you pay for a moose bumper translates into premium performance.
Believe it or not:
- One avoided engine rebuild pays for a decade of inspections.
- Insurance premiums may be lower for fleets with documented safety checks.
- Peace of mind for your drivers leads to better retention and safety.
Key Takeaway: Weld inspection is an investment, not an expense, that pays dividends by maximizing truck uptime and preventing expensive structural failures.
| Cost Category | Reactive Maintenance (No Inspection) | Proactive Quality Control |
|---|---|---|
| Repair Cost | High (Emergency/Field) | Low (Scheduled/Shop) |
| Truck Downtime | Days or Weeks | Zero to Hours |
| Component Life | Shortened by fatigue | Maximized Service Life |
Analytical data confirms that the cost of a single major road failure far exceeds the total lifetime cost of a comprehensive weld inspection program.
How to document a professional weld inspection?

Documentation is the backbone of a professional weld inspection, providing a permanent record of the quality and safety of each component. A comprehensive report should include the date, the inspector’s credentials, the specific welds checked, and the testing methods used. For fleet managers, these logs are vital for warranty claims, insurance audits, and safety compliance. Without a paper trail, an inspection is essentially meaningless in the eyes of regulatory bodies or prospective buyers.
Creating a comprehensive QA checklist
A Quality Assurance (QA) checklist ensures that no part of the bumper is overlooked during the inspection process. You should ensure your manufacturer uses a multi-point check that covers everything from mounting bolts to the top rail welds.
The best part?
- Checklist standardization prevents human error during the audit.
- It provides a clear “Pass/Fail” metric for every joint.
- Digital checklists can be instantly shared with fleet headquarters.
What should a final QC report include?
A final Quality Control (QC) report is your proof of purchase for a safe product. It should detail the material certifications (MTRs) and the specific welding wire used in the fabrication.
That’s not all:
- Visual evidence (photos) of critical welds should be included.
- NDT results (if performed) must be attached to the report.
- The inspector’s signature makes the document a legal record.
Maintaining material certifications and logs
Knowing the exact grade of aluminum or steel used in your bumper is essential for understanding its strength. Inspection documentation links the physical product back to the mill it came from.
Think about it:
- Material logs prove the bumper isn’t made from inferior recycled scrap.
- Certifications are required for many government and military contracts.
- Logs help troubleshoot if a specific batch of metal shows unexpected wear.
Key Takeaway: Rigorous documentation transforms a simple check into a permanent safety asset that protects your fleet’s legal and financial interests.
| Document Type | Key Information | Fleet Benefit |
|---|---|---|
| Weld Log | Date, Welder, Joint ID | Accountability & Traceability |
| MTR | Chemical/Physical properties | Verification of Metal Strength |
| Inspection Report | NDT results & Visual Pass | Proof of Safety Compliance |
Maintaining these records creates a “cradle-to-grave” history of your equipment, which is invaluable during safety audits or equipment resale.
What are common weld inspection failure points?

Identifying failure points during a weld inspection is what prevents dangerous equipment from ever hitting the road. Common failures include undercut, slag inclusions, and lack of fusion, all of which can drastically reduce the load-bearing capacity of a bumper. Even a single “cold start” (where the weld begins without enough heat) can create a brittle spot that fails under the stress of a collision. Understanding these failure points allows you to inspect your own equipment for early warning signs of trouble.
Undercut and overlap at the weld toe
Undercut is a “ditch” melted into the base metal, while overlap is excess metal that sits on the surface without actually fusing. You want a smooth transition from the weld bead to the plate for maximum strength.
Here is the kicker:
- Overlap hides “lack of fusion” which causes the weld to peel off.
- Undercut acts as a “perforation” that makes the metal snap.
- Both issues are easily caught with a standard fillet gauge.
Slag inclusions and internal voids
Slag inclusions occur in certain welding processes when the flux gets trapped inside the molten metal. This creates a “hollow” spot in the weld that has zero structural strength and cannot be seen from the outside.
But wait, there is more:
- Inclusions are a major cause of internal cracking over time.
- Only NDT methods like X-ray or UT can find these hidden voids.
- Excessive slag suggests the welder was rushing or the settings were wrong.
Joint geometry and fit-up errors
If the two pieces of metal don’t fit together perfectly before welding, the resulting joint will always be weak. Large gaps require more heat and metal, which often leads to distortion and internal stress.
Let’s face it:
- Poor fit-up is a sign of lazy fabrication.
- Large gaps are harder to weld consistently.
- Proper geometry is essential for the bumper to mount correctly on the truck.
Key Takeaway: Recognizing common weld defects is the first step in ensuring that your fleet is equipped with high-performance, safe protection systems.
| Failure Point | Cause | Operational Risk |
|---|---|---|
| Cold Lap | Low heat input | Weld peels off under impact |
| Excessive Spatter | Wrong gas or voltage | Indicates poor process control |
| Crater Cracks | Poor weld termination | Starting point for major fractures |
Reviewing these failure points during your monthly fleet walk-arounds can help you spot problematic equipment before it fails during an emergency.
Who should perform your next weld inspection?
The person performing your weld inspection must be a qualified professional, typically a Certified Welding Inspector (CWI). A CWI has undergone extensive training and testing to understand the metallurgy, physics, and code requirements of modern welding. Relying on an uncertified shop hand to “eyeball” a weld is a recipe for disaster in the heavy-duty trucking industry. When you purchase a bumper, always ask if the final inspection was performed by someone with recognized industry credentials.
The role of Certified Welding Inspectors (CWI)
A CWI is an expert who is legally and professionally responsible for the quality of the welds they sign off on. You benefit from their years of experience in identifying subtle signs of metal fatigue and improper fusion.
Now for the truth:
- CWIs must maintain their certification through continuing education.
- They are trained to be impartial and strictly follow safety codes.
- A CWI’s stamp on a report carries significant weight with insurance adjusters.
Third-party auditors vs. in-house QC
Many high-end manufacturers use both in-house QC teams and periodic third-party audits to ensure total objectivity. You want a system where the person checking the weld isn’t the same person who made it, to avoid “confirmation bias.”
Believe it or not:
- Third-party audits catch systemic errors that in-house teams might miss.
- External inspectors bring a fresh set of eyes to the production line.
- Redundant inspection layers are the hallmark of a “safety-first” brand.
Vetting your bumper manufacturer’s team
Before signing a fleet contract, you should ask about the qualifications of the manufacturing team. Are the welders themselves certified to the specific AWS codes required for the job?
The best part?
- Certified welders produce fewer defects from the start.
- A qualified team is more efficient and produces more consistent work.
- Transparency about staff certifications is a sign of a reputable company.
Key Takeaway: The quality of an inspection is only as good as the person performing it; always insist on AWS-certified inspectors for your safety equipment.
| Inspector Type | Primary Advantage | Best Use Case |
|---|---|---|
| In-House QC | Immediate feedback during build | Continuous production monitoring |
| CWI (Certified) | Deep technical/legal expertise | Final safety sign-off for fleets |
| Third-Party | Total objectivity and bias-free | Annual quality audits for brands |
This table outlines the roles within a robust quality ecosystem, helping you understand the “who” behind your bumper’s safety.
How often do you need a weld inspection?

The frequency of weld inspection depends on the operating environment, the age of the equipment, and any recent impact history. For long-haul fleets running through wildlife corridors, a basic visual inspection should be part of every pre-trip walk-around. More detailed professional inspections should occur annually or after any significant collision, even if no damage is visible on the surface. Establishing a regular cadence for inspection ensures that small issues don’t turn into major road hazards over time.
Pre-trip check intervals for fleets
Drivers should be trained to look for signs of rust bleeding from a weld or any visible cracks during their daily checks. You can prevent a total bumper loss by catching a small crack while the truck is still in the yard.
Check this out:
- Rust “weeping” from a joint is a sure sign of a hidden crack.
- Loose mounting bolts can put uneven stress on the welds.
- Five minutes of inspection can save five days of downtime.
Post-collision audits and safety checks
If a bumper has struck a deer or moose, it must undergo a professional weld inspection before being returned to full service. You need to ensure that the internal structure wasn’t compromised, even if the exterior looks fine.
The bottom line?
- Collisions create “hidden” stress that can cause future failure.
- A post-impact check is a critical liability protection step.
- Inspection verifies if the guard is still capable of a second impact.
Fatigue life cycles and aging equipment
As a bumper ages and endures millions of road vibrations, the welds naturally experience fatigue. You should increase the frequency of professional NDT inspections once a guard passes the five-year mark.
Think about it:
- Aluminum has a finite fatigue life; it eventually needs more care.
- Heavy-duty components in salt-heavy regions corrode faster.
- Proactive replacement is cheaper than a mid-highway breakage.
Key Takeaway: A consistent inspection schedule, ranging from daily driver checks to annual professional audits, is the only way to guarantee long-term fleet safety.
| Interval | Responsibility | Task |
|---|---|---|
| Daily/Pre-trip | Driver | Visual check for cracks/rust |
| Annual | Maintenance Lead | Detailed visual & joint torque check |
| Post-Collision | CWI / Shop | NDT and structural alignment audit |
This analytical guide provides a roadmap for fleet managers to integrate weld safety into their existing preventative maintenance programs.
Conclusion
This guide has explored the critical role of weld inspection in maintaining fleet safety, from identifying hidden defects through NDT to understanding the rigorous standards that protect your Class 8 trucks. By prioritizing professional inspection, you effectively solve the problem of unpredictable structural failure, ensuring that your moose bumpers perform exactly when you need them most. Our vision is to set the North American standard for heavy-duty protection, where every joint is a testament to engineering excellence and safety. Don’t wait for a highway disaster to test your equipment—contact us today to learn more about our certified inspection processes and how we can secure your fleet’s future.
FAQ
Can I perform a weld inspection myself?
Only for basic visual checks, as professional certification is required for structural sign-off. While you can spot obvious cracks, a Certified Welding Inspector has the specialized tools and training to detect internal flaws that are invisible to an untrained observer.
What is the best NDT method for aluminum bumpers?
Dye penetrant and ultrasonic testing are the most effective since aluminum is non-magnetic. Dye penetrant is excellent for finding surface fatigue cracks, while ultrasonic testing is necessary to verify the internal fusion of thick mounting brackets.
How long does a professional weld inspection take?
A thorough visual and NDT inspection of a single bumper typically takes between one to three hours. The duration depends on the complexity of the guard and whether the inspector needs to use advanced digital imaging or ultrasonic mapping.
Can a cracked weld be repaired on a moose bumper?
Yes, but only if the repair is performed by a certified welder using the correct filler material and procedures. A “patch job” can often make the problem worse by introducing more internal stress, so professional re-inspection after any repair is mandatory.
What is the most common reason for weld failure?
Lack of fusion and improper heat control are the leading causes of structural weld failure. If the metal isn’t hot enough to melt together, the joint behaves like a “glue” bond rather than a single piece of metal, causing it to snap under impact.