MIG welding is a high-efficiency arc welding process where a continuous solid wire electrode is fed through a welding gun to melt and join two pieces of metal. For long-haul logistics fleets, wildlife collisions represent a constant threat of catastrophic downtime and high repair costs. Standard factory guards often buckle under the weight of a heavy animal impact, leaving your engine block and cooling system vulnerable to total loss. High-quality MIG welding for Semi Truck Moose Bumpers provides the structural integrity needed to deflect impact energy away from critical vehicle components.
Why is MIG welding the industry standard?
MIG welding is favored across industrial manufacturing because it offers the fastest deposition rates and the most reliable structural bonds. When fabricating heavy-duty protection, using MIG welding for Semi Truck Moose Bumpers ensures that every joint can withstand thousands of pounds of force. This process allows you to complete large-scale projects with minimal downtime.
Does it offer better speed?
You will find that MIG welding is significantly faster than traditional stick or TIG processes because the filler material is fed continuously. This eliminates the need to stop and replace electrodes, which is a major bottleneck in manual fabrication.
Here is the kicker:
- Continuous wire feed reduces starts and stops.
- Higher travel speeds prevent heat distortion on thin plates.
- Faster deposition leads to lower labor costs per unit.
Is the structural bond superior?
The deep penetration achieved with modern MIG equipment ensures that your welds are actually stronger than the base metal itself. You need this level of confidence when deploying Moose Bumpers on Class 8 trucks.
Believe it or not:
- Deeper weld penetration on thick steel plates.
- Lower risk of slag inclusions compared to stick welding.
- Uniform bead profile distributes stress more effectively.
Key Takeaway: MIG welding provides the optimal balance of manufacturing speed and structural durability for heavy-duty applications.
| Feature | MIG Welding Benefit | Industrial Impact |
|---|---|---|
| Speed | 3x faster than TIG | Reduced lead times |
| Strength | High penetration | Impact resistance |
| Efficiency | Minimal cleanup | Lower production cost |
The data confirms that MIG welding is the most viable solution for high-volume, high-strength fleet protection.
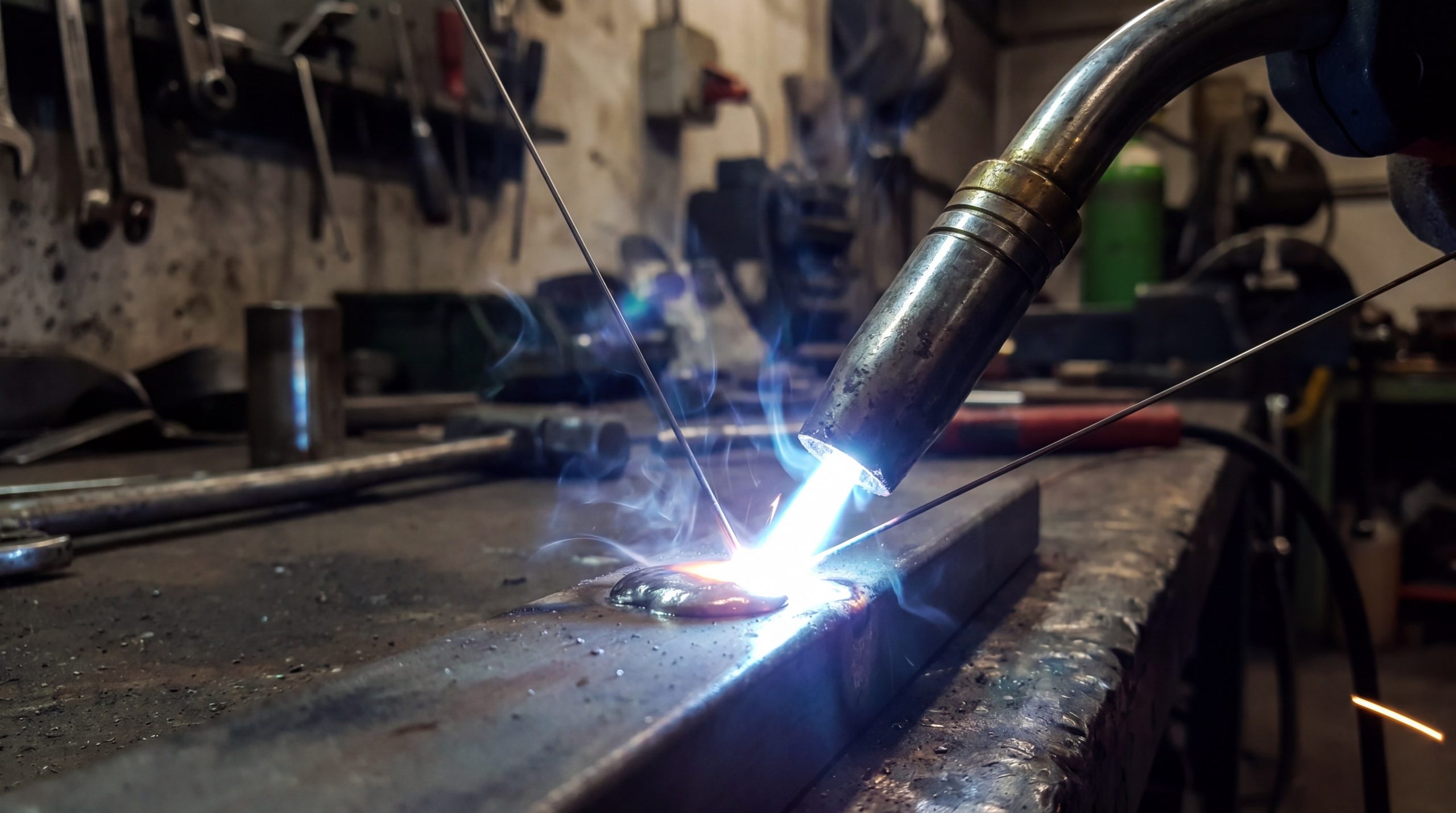
How does the MIG process actually work?
The process works by creating an electric arc between a consumable wire electrode and the workpiece metal, which heats the metals to their melting point. Reliable MIG welding for Semi Truck Moose Bumpers starts with a consistent voltage power source that drives the arc. As you pull the trigger, the machine simultaneously initiates the wire feed and gas flow to create the weld pool.
What role does the electrode play?
Your MIG wire acts as both the heat-generating electrode and the filler material that joins the two pieces of metal. You must select the correct wire gauge to ensure that the volume of metal deposited matches the thickness of the Truck Bodies you are fabricating.
Think about this:
- The wire melts into the joint to create the bead.
- It carries the electrical current to the arc.
- Constant feeding maintains a stable arc length automatically.
How is the arc maintained?
The welding machine maintains a constant voltage, which allows the arc to self-adjust even if your hand distance varies slightly. You will notice that this “self-regulating” feature makes the process much easier to learn than other forms of welding.
Here is the deal:
- Voltage controls the length of the arc.
- Amperage is determined by the wire feed speed.
- A stable arc reduces erratic spatter and porosity.
Key Takeaway: The synergy between the power source and the automated wire feeder creates a consistent, high-strength fusion.
| Component | Function | Result |
|---|---|---|
| Power Source | Regulates voltage | Stable arc |
| Wire Feeder | Constant filler delivery | Uniform weld bead |
| Trigger Gun | Controls gas and arc | Precision operation |
By automating the filler delivery, MIG welding removes many of the manual variables that lead to weld failure in structural components.
Why are shielding gases so important?

Shielding gases are essential because they protect the molten weld pool from reacting with oxygen and nitrogen in the atmosphere. Utilizing the correct gas mix during MIG welding for Semi Truck Moose Bumpers is the only way to prevent porosity and brittle joints. Without this protection, your welds would be full of tiny holes and would snap under the first impact.
Is Argon or CO2 better?
You will typically use a mix of 75% Argon and 25% CO2 for general carbon steel fabrication. Pure CO2 provides deeper penetration but creates more spatter, while Argon provides a much smoother and more stable arc.
But wait, there is more:
- Argon stabilizes the arc for cleaner finishes.
- CO2 increases the depth of the weld “dig.”
- Mixed gases offer the best of both worlds for Grille Guards.
Does gas flow affect quality?
If your gas flow rate is too low, you will experience atmospheric contamination and a “hissing” sound during the weld. You must also ensure that your workspace is shielded from wind, as even a light breeze can blow the shielding gas away.
Here is the kicker:
- Too much flow creates turbulence and contamination.
- Too little flow leads to immediate porosity.
- Laminar flow is required for high-visibility beads.
Key Takeaway: Shielding gas selection and flow regulation are the “invisible” factors that determine the chemical integrity of the weld.
| Gas Type | Best Use | Key Benefit |
|---|---|---|
| 75/25 Mix | General Steel | Low spatter, good dig |
| Pure CO2 | Thick Plate | Maximum penetration |
| Pure Argon | Aluminum/Thin | Arc stability |
An analysis of these gases reveals that the 75/25 Argon/CO2 mixture is the gold standard for durable truck protection components.
How do you choose the right wire?

Choosing the right wire depends entirely on the material grade and the thickness of the parts you are joining. Professional MIG welding for Semi Truck Moose Bumpers requires a high-quality carbon steel or stainless steel wire that matches the base metal’s properties. Using the wrong wire can result in “cold” welds that look good on the surface but lack internal fusion.
Is solid wire or flux-cored better?
You will find that solid wire is preferred for indoor manufacturing because it produces the cleanest results with almost no slag. However, flux-cored wire is your best friend for outdoor repairs on Pickup Bumpers where wind makes gas shielding impossible.
Make no mistake:
- Solid wire requires external shielding gas.
- Flux-cored wire creates its own protective slag layer.
- Solid wire is much easier to clean for painting.
Does wire diameter matter?
You need to match the wire diameter to the amperage you plan to run. Thicker wire allows you to deposit more metal in a single pass, which is vital for the heavy mounting plates used on Class 8 rigs.
Here is the deal:
- 0.035″ is the most versatile for general work.
- 0.045″ is standard for heavy structural steel.
- Thinner wires are best for sheet metal Tool Boxes.
Key Takeaway: Wire selection dictates the deposition rate and the overall cleanliness of the final fabricated product.
| Wire Type | Environment | Finishing Effort |
|---|---|---|
| Solid ER70S-6 | Indoor Shop | Very Low |
| Flux-Cored | Outdoor/Windy | High (Slag removal) |
| Stainless 308L | Corrosive | Medium |
Correct wire selection ensures that the weld chemistry remains compatible with the high-strength alloys used in moose protection.
What are the different transfer modes?
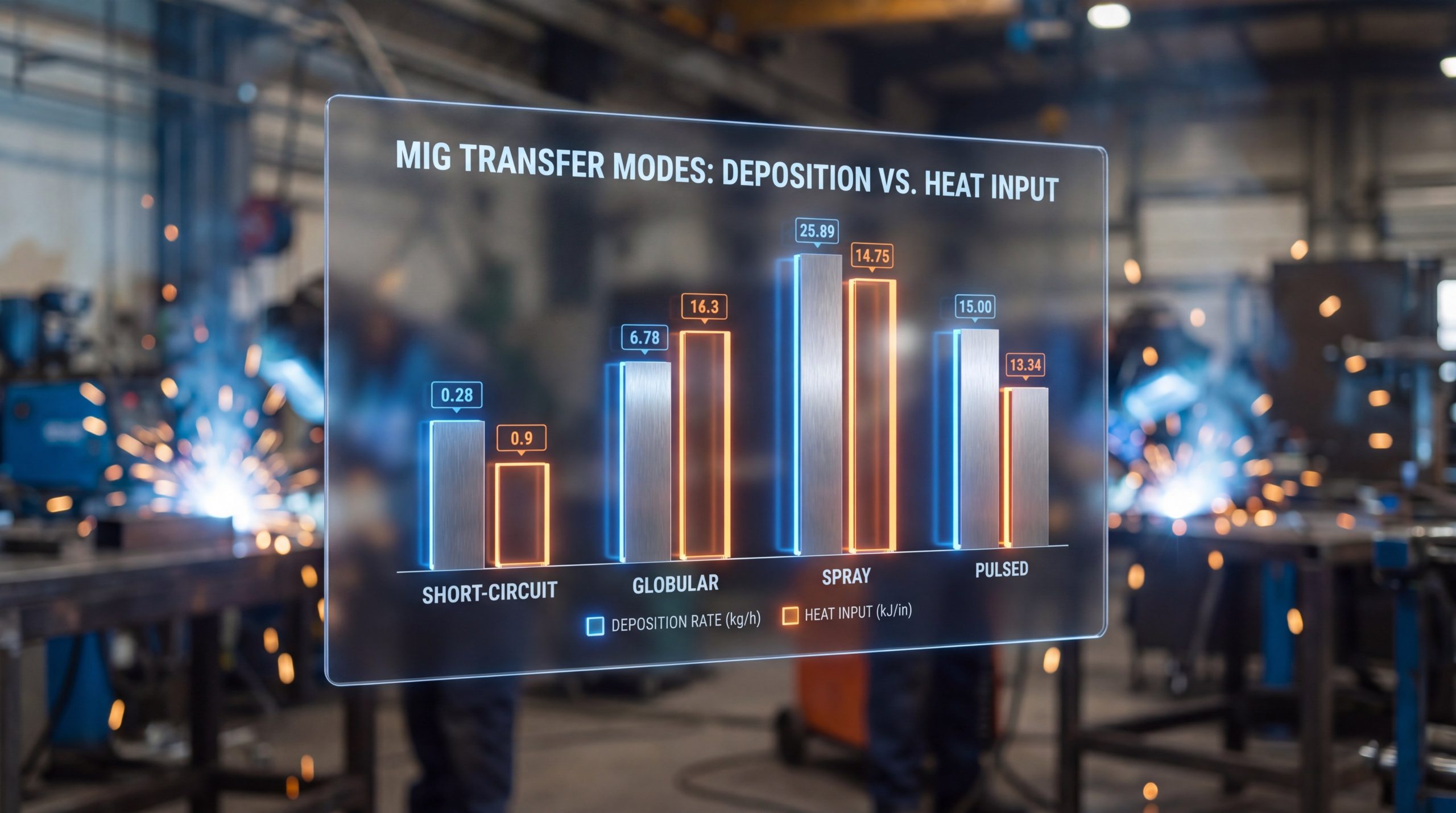
Transfer modes describe how the molten droplets move from the wire to the weld puddle. For MIG welding for Semi Truck Moose Bumpers, you will likely use spray or pulsed transfer to achieve the deep penetration required for heavy steel. Each mode has a distinct sound and visual characteristic that tells you if your settings are correct.
What is spray transfer mode?
In spray transfer, the wire never actually touches the puddle; instead, it “sprays” tiny droplets across the arc. You will need a high voltage and a high percentage of Argon gas to achieve this ultra-clean, high-penetration mode.
But wait, there is more:
- Zero spatter for a factory-perfect finish.
- Very high deposition rates for thick plates.
- Ideal for long, continuous welds on bumpers.
When is short-circuit used?
Short-circuit transfer is the most common mode for thinner materials and out-of-position welding. You can hear it as a “frying bacon” sound, which indicates the wire is physically touching the puddle several hundred times per second.
Here is the kicker:
- Lower heat input prevents burn-through.
- Excellent for bridging gaps in fit-up.
- Suited for the thinner gauge steel in accessories.
Key Takeaway: Selecting the correct transfer mode allows you to control heat input and penetration depth with precision.
| Mode | Heat Level | Ideal Application |
|---|---|---|
| Spray | High | Heavy structural joints |
| Short-Circuit | Low | Thin sheet metal |
| Pulsed | Controlled | Aluminum and out-of-position |
Analysis of transfer modes shows that spray transfer is essential for the structural integrity of heavy-duty front-end protection.
How do you prepare metal for MIG?

Surface preparation is the single most important factor in preventing weld failure. Effective MIG welding for Semi Truck Moose Bumpers requires that you remove all mill scale, rust, paint, and oil from the joint area. MIG is not as forgiving as stick welding; any impurities left on the metal will lead to porosity and “cold lap” defects.
Does surface cleaning matter?
You should use a flap disc or a wire wheel to grind the joint area down to bright, shiny metal. Even the invisible oil from your fingerprints can sometimes cause issues in high-precision Accessories.
Think about this:
- Mill scale acts as an insulator for the arc.
- Rust introduces hydrogen, leading to cracks.
- Clean metal ensures 100% molecular fusion.
How do you manage fit-up?
If your parts don’t fit together tightly, you will struggle with “blow-through” and weak joints. You should aim for a gap of no more than 1/16th of an inch unless you are specifically performing a root-pass weld.
Here is the deal:
- Tight fit-up reduces the amount of filler needed.
- Proper clamping prevents heat-induced warping.
- Jigs ensure your bumper is perfectly square.
Key Takeaway: Spending 70% of your time on preparation and fit-up ensures that the final 30% spent welding is successful.
| Prep Step | Tool Used | Critical Reason |
|---|---|---|
| Grinding | Flap Disc | Remove mill scale/rust |
| Degreasing | Solvent | Remove oils and lubricants |
| Fit-Up | C-Clamps/Jigs | Ensure dimensional accuracy |
Data suggests that over 80% of weld failures in the field are caused by poor preparation rather than improper welding technique.
Which welding positions can you use?
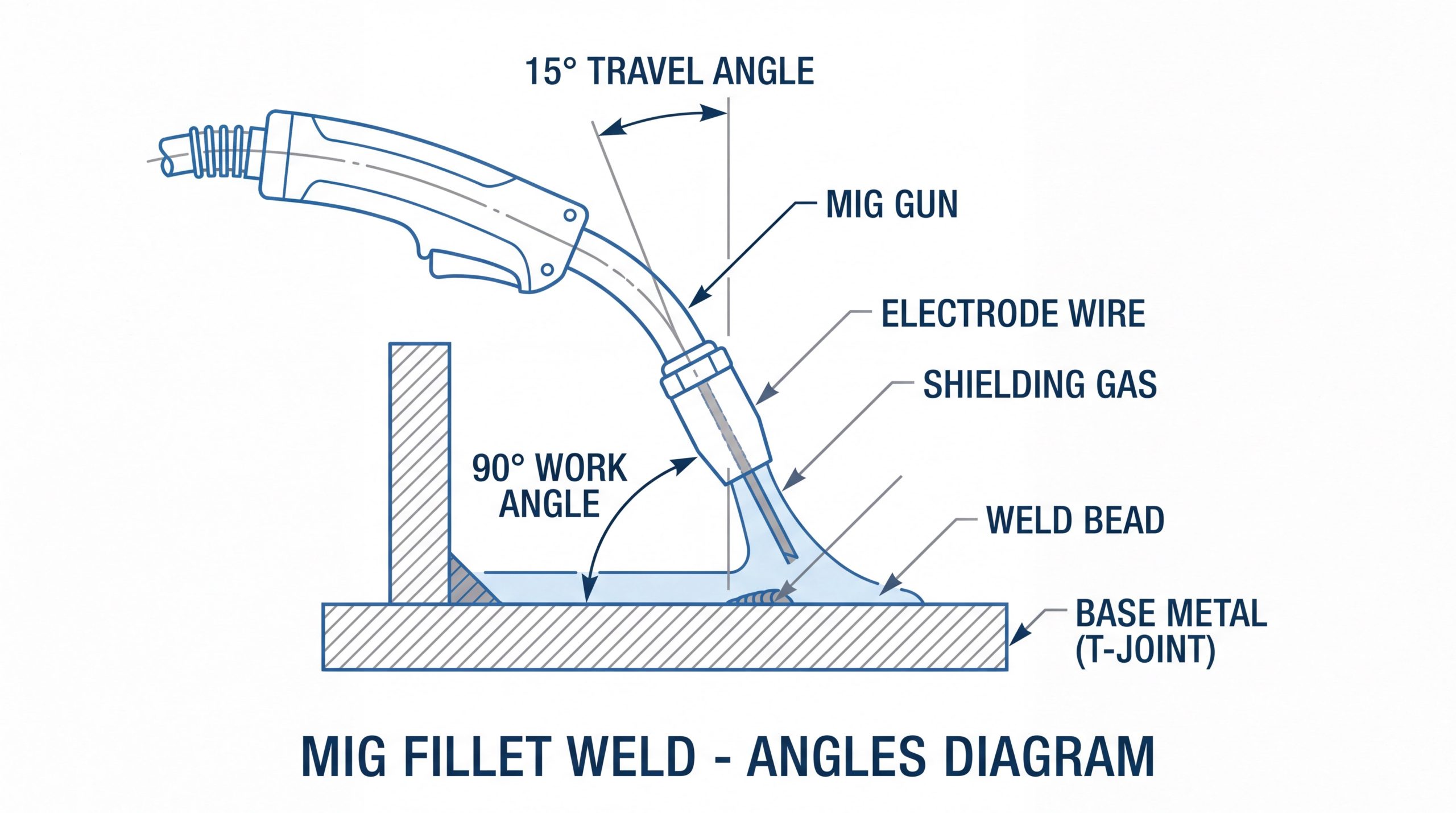
MIG welding is highly versatile and can be performed in flat, horizontal, vertical, and overhead positions. When performing MIG welding for Semi Truck Moose Bumpers, you will often rotate the bumper on a “rotisserie” jig to keep as much welding as possible in the flat position. This ensures the most consistent bead profile and the highest structural safety.
Is vertical-up better for bumpers?
You should always use vertical-up welding for structural joints because it provides much deeper penetration than vertical-down. Vertical-down is faster, but it carries a high risk of “trapping” the puddle on top of the arc, resulting in lack of fusion.
Believe it or not:
- Vertical-up builds a stronger internal throat.
- It allows you to manage the heat on thick plates.
- Required for Moose Bumpers certification.
Can you weld overhead safely?
You can weld overhead with MIG, but you must lower your wire feed speed and increase your travel speed to prevent the molten metal from dripping. You also need high-quality leather PPE to protect yourself from falling sparks.
Here is the deal:
- Gravity works against the weld puddle.
- Fast-freeze wires are best for overhead work.
- Safety gear is non-negotiable for this position.
Key Takeaway: Position dictates the flow of the molten puddle and directly influences the final strength of the joint.
| Position | Difficulty | Strength Rating |
|---|---|---|
| Flat (1G) | Easy | Very High |
| Vertical-Up | Hard | Maximum |
| Overhead | Very Hard | High |
Expert analysis confirms that vertical-up welding is the only acceptable method for structural vertical joints on heavy trucks.
How can you minimize welding spatter?

Spatter consists of small droplets of molten metal that land on the workpiece and freeze, creating an unprofessional finish. Minimizing spatter during MIG welding for Semi Truck Moose Bumpers is a matter of fine-tuning your voltage and wire feed speed. Excessive spatter is a clear sign that your arc is unstable or that your gas shielding is being compromised.
Does voltage affect spatter?
If your voltage is too low for the wire speed, the wire will “stub” into the puddle and blow back, creating a mess. You need to find the “sweet spot” where the arc hums consistently without erratic popping.
But wait, there is more:
- Correct voltage creates a smooth droplet transfer.
- Too much voltage creates an unstable, wandering arc.
- Balance is key for high-visibility Grille Guards.
Should you use anti-spatter?
You should use a ceramic-based anti-spatter spray on your nozzle to prevent buildup that blocks gas flow. You can also apply it to the base metal on Pickup Bumpers to make final cleanup as easy as a quick wipe.
Here is the kicker:
- Prevents “bird-nesting” in the gas nozzle.
- Saves hours of grinding time after welding.
- Ensures a paint-ready surface instantly.
Key Takeaway: Reducing spatter is the mark of a professional fabrication process and reduces total labor time.
| Spatter Cause | Correction | Benefit |
|---|---|---|
| Low Voltage | Increase Volts | Smoother arc hum |
| Dirty Metal | More Grinding | Pure metal fusion |
| Blocked Nozzle | Anti-spatter spray | Consistent gas coverage |
Reducing spatter not only improves the look of the bumper but also ensures that protective coatings adhere perfectly to the metal.
Can MIG weld aluminum or stainless?

MIG welding is highly adaptable and is the preferred method for fabricating high-strength aluminum MIG welding for Semi Truck Moose Bumpers. While the process is similar to steel, aluminum and stainless steel require specialized gases and wire-feeding equipment. You cannot use the same settings for these non-ferrous metals as you would for carbon steel.
How do you weld aluminum?
You will need a spool gun or a “push-pull” system because aluminum wire is so soft that it will kink inside a standard 10ft liner. You also must switch to 100% pure Argon gas to prevent oxidation of the weld pool.
Think about this:
- Aluminum dissipates heat much faster than steel.
- Cleaning must be done with a dedicated stainless brush.
- Required for lightweight, high-payload Truck Bodies.
Is stainless steel harder to MIG?
You will find that stainless steel MIG is very similar to carbon steel, but you must use a “tri-mix” gas containing Helium, Argon, and CO2. This specialized mix maintains the corrosion resistance of the metal and prevents it from rusting at the weld.
Here is the deal:
- Tri-mix gas prevents “carbide precipitation.”
- Back-purging may be required for thin stainless parts.
- Ensures a long life for premium accessories.
Key Takeaway: MIG’s ability to handle multiple alloys makes it the most versatile tool in a modern fabrication shop.
| Metal Type | Required Gas | Feed System |
|---|---|---|
| Aluminum | 100% Argon | Spool Gun |
| Stainless | Tri-Mix (He/Ar/CO2) | Standard MIG |
| Carbon Steel | 75/25 Mix | Standard MIG |
Our manufacturing experience shows that aluminum MIG is the best choice for fleets looking to reduce front-end weight without sacrificing strength.
Is MIG welding cost-effective for fleets?

For fleet managers, the cost-effectiveness of MIG welding comes down to the speed of production and the longevity of the final product. High-speed MIG welding for Semi Truck Moose Bumpers allows you to get your trucks back on the road 20-30% faster than other fabrication methods. This efficiency directly impacts your bottom line by reducing lead times and ensuring you aren’t paying for excessive manual labor hours.
Does it reduce lead times?
You can order a custom set of Moose Bumpers and have them shipped much faster because MIG welding is so efficient. This speed allows manufacturers to maintain higher stock levels and respond to urgent fleet needs immediately.
But wait, there is more:
- Automated processes reduce human error and rework.
- Faster production means lower inventory holding costs.
- Standardized welds ensure easy replacement of parts.
What are the long-term savings?
The real savings come from the reduction in collision-related downtime that a high-quality MIG-welded bumper provides. You are making an investment in a structural shield that can turn a “totaled truck” situation into a minor “bent bumper” repair.
Here is the kicker:
- Prevents expensive frame and radiator damage.
- Reduces insurance premiums through better protection.
- High resale value for well-protected equipment.
Key Takeaway: MIG welding is not just a fabrication method; it is a strategic manufacturing choice that improves fleet ROI.
| Cost Factor | MIG Advantage | Long-term ROI |
|---|---|---|
| Labor | Lower hours per unit | Higher profit margins |
| Materials | Efficient wire usage | Minimal waste |
| Reliability | Consistent penetration | Zero field failures |
In conclusion, MIG welding is the backbone of the heavy-duty truck protection industry, offering the reliability and speed that modern logistics demands.
*
Partner with the Industry Leaders in Truck Protection
By choosing advanced MIG welding techniques, you ensure that your fleet is equipped with the strongest defense available against wildlife impacts and road hazards. At Brontec, we specialize in high-strength Moose Bumpers and Grille Guards designed to eliminate downtime and protect your engine assets. Our commitment to manufacturing excellence means 100% fitment guarantees and industry-leading lead times for every order.
If you are ready to upgrade your fleet’s protection or need a custom manufacturing partner, we invite you to contact us today. Let our engineering team show you how we build the most durable truck protection in North America.
*
Frequently Asked Questions
Can I MIG weld aluminum with my standard steel welder?
You can, but you must change the liner to Teflon, use a U-groove drive roll, and switch to 100% pure Argon gas. For the best results, we recommend using a dedicated spool gun to prevent wire feeding issues.
What is the best gas for general truck bumper repairs?
A 75% Argon and 25% Carbon Dioxide mix is the most versatile and cost-effective choice for general carbon steel fabrication. It provides the best balance of arc stability and weld penetration for structural components.
How do I know if my MIG weld is strong enough?
A strong MIG weld should have a uniform “stack of dimes” appearance with no visible holes (porosity) or cracks. You should also see a slight heat tint on the backside of the metal, which indicates full penetration through the joint.
Can I weld outside in the wind?
Standard MIG welding with shielding gas will fail in the wind. For outdoor repairs, you should switch to flux-cored wire, which produces its own protective slag and does not require an external gas tank.
What is the “frying bacon” sound in MIG welding?
That sound is characteristic of the short-circuit transfer mode, where the wire touches the metal and “shorts out” hundreds of times per second. It is a sign that your voltage and wire feed speed are correctly balanced for that mode.