Tungsten Inert Gas (TIG) welding, technically known as Gas Tungsten Arc Welding (GTAW), is a high-precision joining process that utilizes a non-consumable tungsten electrode to create an electric arc. Imagine a scenario where your production line is halted because critical structural joints have failed inspection due to excessive spatter and porosity. You are now facing thousands of dollars in rework costs, delayed shipping schedules, and potential reputational damage with your B2B partners. This is exactly where professional TIG welding serves as the ultimate solution, providing the cleanest, strongest, and most aesthetically superior bonds available in modern fabrication. By mastering this technique, you ensure that every component meets the most rigorous industrial standards without the need for extensive post-weld grinding.
What is TIG welding and why does it matter?
TIG welding is a specialized arc welding process that produces the weld with a non-consumable tungsten electrode and an inert shielding gas. In a B2B manufacturing environment, TIG welding matters because it offers unparalleled control over the heat and the weld pool, resulting in high-quality, ductile joins. This process is the gold standard for industries where structural integrity and visual finish are non-negotiable requirements.
Does it provide a competitive edge for manufacturers?
Implementing this process allows your facility to handle high-complexity projects that competitors might avoid. High-precision industries like aerospace and medical device manufacturing rely exclusively on this method for its purity.
But here is the kicker:
- Reduces material waste through precise application.
- Eliminates the need for costly post-weld cleaning.
- Enables the welding of diverse and exotic alloys.
Key Takeaway: Adopting high-precision welding standards elevates your production quality and opens doors to premium, high-margin contracts.
| Benefit | Impact on Business |
|---|---|
| High Precision | Fewer rejects and higher client satisfaction. |
| Clean Process | Reduced labor costs on finishing and grinding. |
| Versatility | Ability to bid on a wider range of technical projects. |
This analysis suggests that the initial investment in skilled labor for TIG operations is offset by long-term savings in finishing and quality control.
How does the TIG welding process actually work?
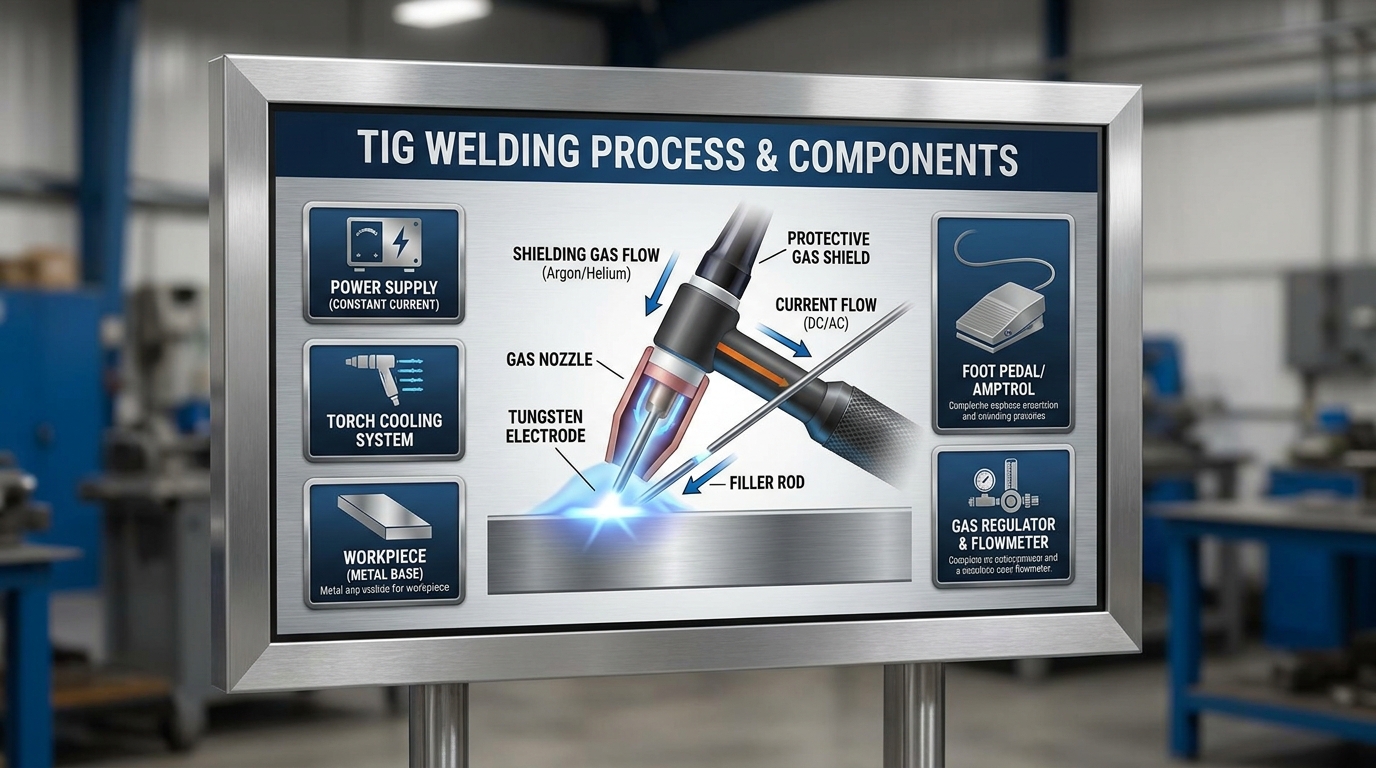
The process works by establishing an electric arc between a pointed tungsten electrode and the metal workpiece to melt the base material. When performing TIG welding, the operator typically uses one hand to control the torch and the other to manually feed a filler rod into the weld puddle. A foot pedal is frequently used to modulate the amperage, allowing for real-time heat management during the transition between different material thicknesses.
What role does the shielding gas play?
The shielding gas, usually pure Argon, flows through the torch nozzle to protect the weld pool from atmospheric contamination. Without this gas, the molten metal would react with oxygen and nitrogen, leading to brittle joints and porosity.
Think about it:
- Argon prevents oxidation of the tungsten electrode.
- It stabilizes the arc for smoother bead formation.
- Helium can be added for deeper penetration on thick sections.
Key Takeaway: Atmospheric protection is the foundation of weld integrity, making gas flow management a critical operational variable.
| Component | Function in Process |
|---|---|
| Tungsten Electrode | Conducts current to create the heat arc. |
| Shielding Gas | Protects the molten pool from air. |
| Filler Rod | Adds material to strengthen the joint. |
The integration of gas and electricity in this manner ensures that the microstructure of the metal remains stable and corrosion-resistant.
Why is TIG welding superior for precision metalwork?

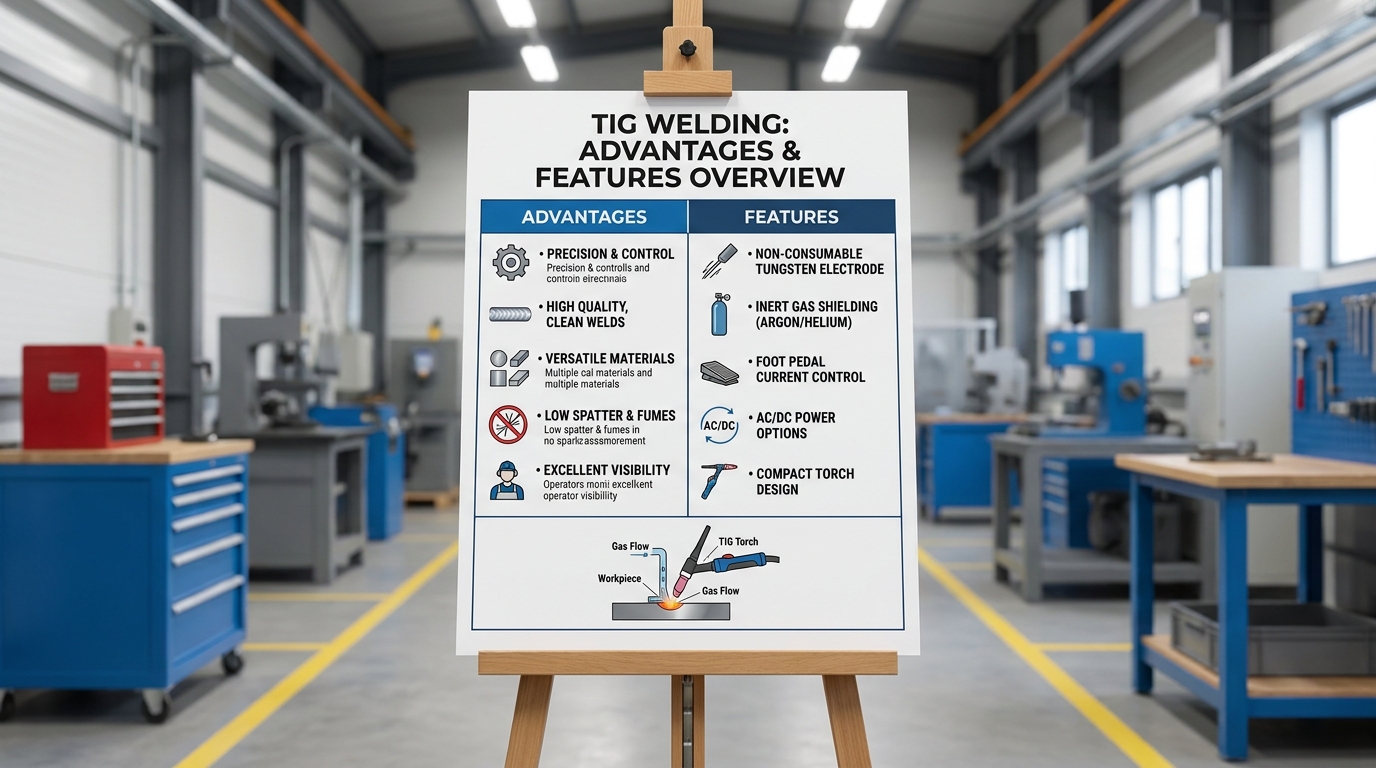
It is superior because it provides the welder with the highest level of granular control over the heat input and the size of the weld puddle. Unlike other methods, TIG welding separates the heat source from the addition of filler metal, allowing for autogenous welds (welding without filler). This level of precision is vital when working on intricate components where even a millimeter of deviation could result in a total part failure.
Can you achieve aesthetic perfection with this method?
This technique is renowned for producing “stacked dime” weld beads that are visually striking and require no painting or coating. For architectural or consumer-facing metal products, this aesthetic appeal is a significant value-add.
It gets better:
- Minimal spatter keeps the surrounding metal clean.
- Low smoke levels allow for better visibility during the task.
- Precise beads reduce the heat-affected zone (HAZ).
Key Takeaway: The ability to create functional joints that double as aesthetic features reduces the total cost of product manufacturing.
| Feature | Precision Outcome |
|---|---|
| Independent Heat Control | Prevents warping on delicate parts. |
| No Spatter | Maintains the surface integrity of the base metal. |
| Small HAZ | Preserves the mechanical properties of the alloy. |
Superior precision directly correlates with the ability to manufacture lightweight yet structurally sound metal assemblies.
What materials are compatible with TIG welding?

This process is compatible with more metals than any other welding method, including stainless steel, aluminum, magnesium, and copper alloys. TIG welding is particularly valued for its ability to join reactive metals like titanium that would otherwise degrade if exposed to air during the melting phase. This versatility makes it an essential tool for multi-disciplinary fabrication shops serving diverse industrial sectors.
Is it suitable for exotic or thin alloys?
Yes, it is the primary choice for thin-gauge materials, often as thin as 0.005 inches, due to its low amperage capabilities. In industries like aerospace, it is the standard for joining high-nickel alloys and titanium.
You might be wondering:
- Stainless steel retains its corrosion resistance post-weld.
- Aluminum can be welded cleanly using Alternating Current (AC).
- Magnesium alloys benefit from the concentrated heat source.
Key Takeaway: Investing in this technology ensures your facility can handle any material specification requested by a client.
| Material | Polarity Requirement |
|---|---|
| Stainless Steel | DC (Direct Current) |
| Aluminum | AC (Alternating Current) |
| Titanium | DC with specialized shielding. |
The compatibility range confirms that this method is the most flexible solution for high-specification metal joining.
When is TIG welding the right choice for your project?

You should choose this method when your project requires maximum structural integrity, high-quality aesthetics, or involves very thin materials. While TIG welding is slower than MIG welding, the trade-off is a much lower risk of defects and a higher-quality finished product. It is the ideal choice for “mission-critical” components where a weld failure could lead to catastrophic equipment damage or safety risks.
Is it viable for high-volume production?
While typically viewed as a manual craft, this process can be automated for high-volume runs requiring consistent precision. Automated orbital systems are frequently used in the pharmaceutical and food processing industries for pipework.
The truth is:
- It solves the problem of warping in thin sheet metal.
- It is perfect for repairs where cleanliness is paramount.
- The lack of flux means no slag to chip away later.
Key Takeaway: Selection should be based on the required quality of the final joint rather than just the speed of the application.
| Project Type | Recommended Method |
|---|---|
| Thin Sheet Metal | TIG (High control) |
| Heavy Structural Steel | MIG (High speed) |
| Cosmetic/Exposed Joints | TIG (Clean finish) |
Strategic project selection ensures that you leverage the benefits of precision where it provides the most value to the client.
How do you choose the best TIG welding equipment?

Selecting the best equipment requires evaluating your power needs, the types of metal you intend to join, and the duty cycle required for your production volume. When investing in TIG welding machines, look for units that offer both AC and DC output to ensure you can handle both steel and aluminum. Inverter-based machines are highly recommended for B2B operations because they are more energy-efficient and provide a more stable arc than older transformer models.
What about the tungsten choice?
The type of tungsten electrode you choose significantly impacts arc stability and the cleanliness of the weld. Different color-coded tips signify the alloy content, such as thoriated, ceriated, or lanthanated tungsten.
Here is the deal:
- Lanthanated (Blue/Gold) is a versatile, non-radioactive choice.
- Ceriated (Grey) works well for low-amperage applications.
- Pure Tungsten (Green) is traditionally used for AC aluminum work.
Key Takeaway: Quality equipment and the correct consumables are the prerequisites for achieving consistent, industrial-grade results.
| Feature | Importance |
|---|---|
| High-Frequency Start | Prevents tungsten contamination of the metal. |
| Pulsing Capability | Manages heat on very thin sections. |
| Water Cooling | Necessary for high-amperage, long-duration welds. |
Modern inverter technology has made high-end features more accessible and reliable for professional fabricators.
What safety measures are required during TIG welding?

Safety measures include the use of high-shade auto-darkening helmets, fire-resistant clothing, and specialized gloves designed for the high UV output of the arc. Because TIG welding produces an intense amount of ultraviolet radiation, even brief exposure can cause “arc eye” or skin burns similar to a severe sunburn. Furthermore, proper ventilation is essential to manage the displacement of oxygen by inert shielding gases in confined workspaces.
Why is gas handling so critical for safety?
Shielding gases like Argon are heavier than air and can collect in low-lying areas, posing an asphyxiation risk to staff. Cylinders must be properly secured and regulators checked regularly for leaks to maintain a safe environment.
Look at it this way:
- Secure chains prevent high-pressure cylinder accidents.
- Gloves must be thin for dexterity but high-heat resistant.
- Closed-toe leather boots protect against dropped hot filler.
Key Takeaway: A robust safety culture prevents downtime and ensures your most valuable assets—your technicians—are protected.
| Hazard | Mitigation Strategy |
|---|---|
| UV Radiation | Shade 10-13 welding helmet and full skin cover. |
| Asphyxiation | Constant air monitoring and active ventilation. |
| Electrical Shock | Proper grounding and dry insulation for the operator. |
Adhering to strict safety protocols is not just a regulatory requirement but a cornerstone of operational excellence.
Is TIG welding better than MIG for thin materials?
Yes, it is significantly better for thin materials because the operator can lower the amperage to levels that would be unstable in other processes. In the context of TIG welding, this low heat input prevents the common problems of burn-through and warping that plague MIG welding on thin sheets. This allows for the fabrication of lightweight, high-strength structures without compromising the integrity of the base metal.
Does precision outweigh speed in your workflow?
While MIG is faster, the rework required for a failed thin-metal weld often negates any time savings gained during the initial pass. For thin-gauge B2B components, the “do it right once” approach of this method is more cost-effective.
That’s not all:
- Precise control over the heat-affected zone.
- No need for aggressive grinding on thin surfaces.
- Stronger molecular bonds due to high-purity shielding.
Key Takeaway: For applications under 1/8th of an inch, the precision of this technique is the most reliable path to quality.
| Method | Best For | Main Drawback |
|---|---|---|
| TIG | Thin-gauge, high precision. | Slower travel speeds. |
| MIG | Thick-gauge, mass production. | Higher risk of burn-through. |
The decision to use this method on thin materials is a strategic choice for quality over raw throughput.
How does TIG welding enhance trailer durability?

It enhances durability by creating deep-penetration, high-purity welds that are resistant to the vibrations and stresses of heavy-duty road use. Manufacturers of premium moose bumpers and grille guards use this method to ensure that every joint can withstand animal strikes and harsh environmental conditions. The resulting welds are more ductile, meaning they can flex slightly under impact rather than cracking like more brittle welding alternatives.
How does it impact frame longevity?
By minimizing the heat-affected zone, this process prevents the surrounding metal from becoming brittle, which is the primary cause of frame fatigue over time. This is especially critical for aluminum trailers that undergo constant stress cycles.
But wait, there’s more:
- Superior corrosion resistance in the weld area.
- Increased fatigue life for heavy-duty truck accessories.
- Cleaner joints prevent moisture traps that lead to rust.
Key Takeaway: High-quality welding is the difference between a product that lasts a decade and one that fails in its first year.
| Component | Durability Benefit |
|---|---|
| Trailer Frame | Higher resistance to road vibration. |
| Grille Guard | Better impact absorption during collisions. |
| Pickup Bumper | Enhanced longevity in corrosive environments. |
Focusing on weld quality at the manufacturing stage significantly reduces the long-term cost of ownership for fleet operators.
What are common TIG welding mistakes to avoid?

Common mistakes include inadequate metal cleaning, touching the tungsten to the weld pool, and using the wrong shielding gas flow rate. When performing TIG welding, even a tiny amount of oil or dirt on the material can cause significant porosity, ruining the structural integrity of the joint. Professional fabricators must maintain a sterile environment and use dedicated cleaning tools for different metals to prevent cross-contamination.
Can poor cleaning ruin the weld entirely?
Yes, contaminants like moisture or grease release hydrogen and carbon during the welding process, leading to internal voids and surface defects. This often requires the entire weld to be ground out and redone from scratch.
In other words:
- Wipe all surfaces with acetone before starting.
- Never use a steel brush on an aluminum joint.
- Keep your filler rods in a sealed, dry container.
Key Takeaway: Preparation is 80% of the work in high-precision fabrication; rushing this stage always leads to failure.
| Mistake | Consequence |
|---|---|
| Dipping Tungsten | Arc instability and weld contamination. |
| Low Gas Flow | Oxidation and porosity in the bead. |
| Wrong Polarity | Poor penetration or melted electrode. |
Avoiding these pitfalls requires a combination of technical training and a disciplined approach to workshop standards.
FAQs
Can I use the same gas for TIG and MIG?
Generally no. While MIG can use CO2 mixtures, TIG requires 100% pure Argon or Helium-Argon blends to prevent the tungsten electrode from oxidizing immediately upon starting the arc.
What’s the best tungsten for all-around use?
2% Lanthanated (blue tip) is widely considered the best choice. It offers excellent arc starting, high current-carrying capacity, and is not radioactive like older thoriated options.
Does TIG welding require a foot pedal?
Not strictly, but it is highly recommended. The pedal allows you to adjust the heat as you move along the joint, which is essential for managing heat build-up and preventing burn-through.
Is TIG welding more expensive than other methods?
Yes, it is. The equipment is generally more complex, the shielding gas is more expensive than CO2, and the labor costs are higher because it requires more skill and time to execute.
Can I weld cast iron with TIG?
Yes, but it is difficult. You must pre-heat the material significantly and use specialized nickel-based filler rods to prevent the cast iron from cracking as it cools down.
Precision Engineering for the Long Haul
TIG welding represents the pinnacle of manual fabrication, solving the problems of structural failure, material warping, and poor aesthetic finish. By utilizing a non-consumable electrode and pure inert gas, this process delivers the most durable and reliable joints available to the modern manufacturer. For industries that cannot afford compromise, from aerospace to heavy-duty truck protection, this method is the undisputed standard for excellence.
At Brontec, we apply these rigorous standards to every moose bumper and grille guard we manufacture. We are committed to protecting your fleet with products engineered for extreme conditions and built for lasting performance. If you are ready to upgrade your vehicle protection to North American standards, contact us today to discuss your custom OEM requirements.