Choosing between MIG vs TIG Welding is the most critical decision in determining the structural integrity and aesthetic finish of your industrial fabrication project. Imagine you are managing a high-volume production line for heavy-duty fleet components where every second of downtime costs thousands of dollars. Using the wrong welding technique often leads to structural brittle points or excessive post-weld cleanup, resulting in missed deadlines and compromised safety. By mastering the core differences between these two methods, you can optimize your manufacturing efficiency and ensure every joint meets the highest engineering standards.
1. What defines the primary process of MIG vs TIG Welding?

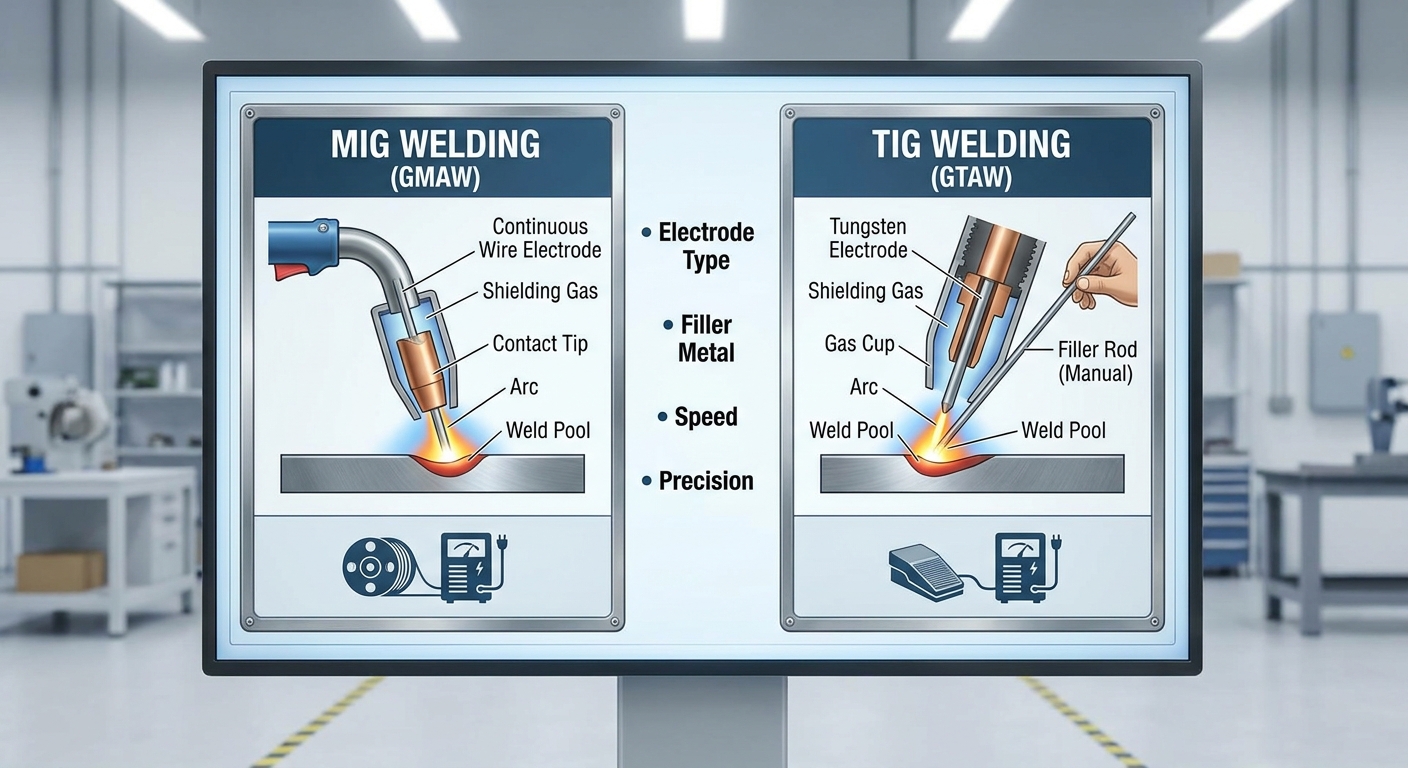
The primary process of MIG vs TIG welding is defined by how the electric arc is maintained and how filler material is introduced to the joint to create a bond. Both methods rely on shielding gases to protect the molten pool from atmospheric contamination, yet their mechanical execution varies significantly.
How does the arc function?
The electric arc acts as the primary heat source in both systems, melting the base metal to create a fusion zone. In MIG setups, the arc is struck between a continuously fed wire and the workpiece, making it highly efficient. TIG systems utilize a non-consumable tungsten electrode to maintain a stable, precise arc.
Think about it: the stability of your arc directly correlates to the penetration depth of your weld. If the arc wanders, the structural integrity of the component is at risk.
- MIG arc is established via a consumable wire.
- TIG arc is maintained through a permanent tungsten tip.
- Both require a ground clamp to complete the electrical circuit.
Why consider the feed method?
The way you feed material into the weld pool determines your total production speed and manual effort. MIG welding is a semi-automatic process where the machine pushes wire through the torch at a set speed. TIG welding is a manual, two-handed process requiring the operator to dip a filler rod into the pool.
Here is the kicker: the manual nature of TIG gives you ultimate control over the bead profile. This allows for surgical precision that automated feeds simply cannot match.
- MIG features a continuous spool-fed system.
- TIG requires manual rod manipulation.
- Semi-automatic feeds reduce operator fatigue during long shifts.
Key Takeaway: Understanding the arc and feed mechanism helps you choose between the rapid deposition of MIG and the manual finesse of TIG for specific component designs.
| Process Element | MIG (GMAW) | TIG (GTAW) |
|---|---|---|
| Feed Type | Continuous Wire | Manual Rod |
| Operation | One-handed | Two-handed |
| Automation | Highly Adaptable | Complex to Automate |
Choosing the right process ensures that your production line maintains a balance between speed and quality.
2. How do technical specifications differ in MIG vs TIG Welding?
Technical specifications in MIG vs TIG Welding differ primarily in voltage regulation, travel speed, and the complexity of the equipment settings required for a successful bead. While MIG is often seen as a simpler “point and shoot” method, TIG requires a deep understanding of amperage modulation.
What are the speed variables?
Travel speed is perhaps the most significant technical difference for high-volume manufacturing environments. MIG welding allows for significantly faster travel because the filler material is integrated into the arc process. TIG welding is inherently slower because of the synchronized movements required by the operator.
But wait, there is more: the slower speed of TIG isn’t always a disadvantage. It allows for better heat management, which is vital for preventing warping in specialized parts.
- MIG travel speeds are 2-3 times faster than TIG.
- TIG requires a methodical, slow pace for bead consistency.
- High-speed MIG is ideal for long, straight structural seams.
How does precision vary?
Precision is measured by the ability to place a weld exactly where it is needed without affecting the surrounding metal. TIG welding offers a much tighter heat-affected zone (HAZ), which minimizes the risk of metallurgical changes in the base material. MIG tends to have a wider HAZ due to higher heat inputs.
The best part? You can use a foot pedal with TIG to adjust heat on the fly. This level of granular control is a game-changer for intricate repairs.
- TIG allows for precision in tight corners.
- MIG is better for filling large gaps between plates.
- Foot pedal controls enable real-time amperage adjustments.
Key Takeaway: Technical specs show that while MIG wins on raw speed, TIG is the superior choice for technical precision and heat sensitivity.
| Technical Metric | MIG Welding | TIG Welding |
|---|---|---|
| Travel Speed | High (Inches per min) | Low (Inches per min) |
| Heat Control | Moderate | Exceptional |
| Learning Curve | Short (Days) | Long (Months) |
Analyzing these technical differences allows procurement teams to invest in the right machinery for their specific output needs.
3. Which metal thickness suits MIG vs TIG Welding best?
The suitability of MIG vs TIG welding for various metal thicknesses depends on the required penetration and the risk of burning through thin-gauge materials. For heavy-duty equipment like Moose Bumpers, selecting the wrong method for the plate thickness can lead to catastrophic joint failure.
When is penetration key?
Deep penetration is essential when joining thick structural plates that must withstand high-impact forces. MIG welding excels here because the high-voltage arc and continuous wire feed create a deep, strong fusion zone. It is the industry standard for structural frames over 1/4 inch thick.
Look at it this way: if you use TIG on thick steel, you will spend hours on a single joint. The efficiency loss would make your production costs skyrocket.
- MIG is preferred for plates 3/16″ and thicker.
- TIG struggles to penetrate heavy sections efficiently.
- Multi-pass MIG is common for extreme structural loads.
How to avoid burn-through?
Burn-through occurs when the heat of the arc melts right through the metal instead of creating a joint. TIG welding is the undisputed champion for thin-gauge metals, such as those used in lightweight enclosures. It allows you to run at very low amperages without extinguishing the arc.
Surprisingly enough: TIG can weld metals as thin as a razor blade. This makes it indispensable for delicate aesthetic components or thin-wall tubing.
- TIG handles foils and thin sheets perfectly.
- MIG often runs too “hot” for thin materials.
- Pulsed TIG settings further reduce the risk of burn-through.
Key Takeaway: Use MIG for heavy-duty structural penetration and TIG for thin-gauge precision to ensure structural integrity across your entire product range.
| Thickness Category | Best Method | Reason |
|---|---|---|
| Thin (< 1/8″) | TIG | Superior heat control |
| Medium (1/8″ – 1/4″) | Both | Depends on finish needs |
| Thick (> 1/4″) | MIG | Deep fusion and speed |
Matching the welding technique to material thickness is the first step in eliminating manufacturing defects.
4. What are the quality standards for MIG vs TIG Welding?
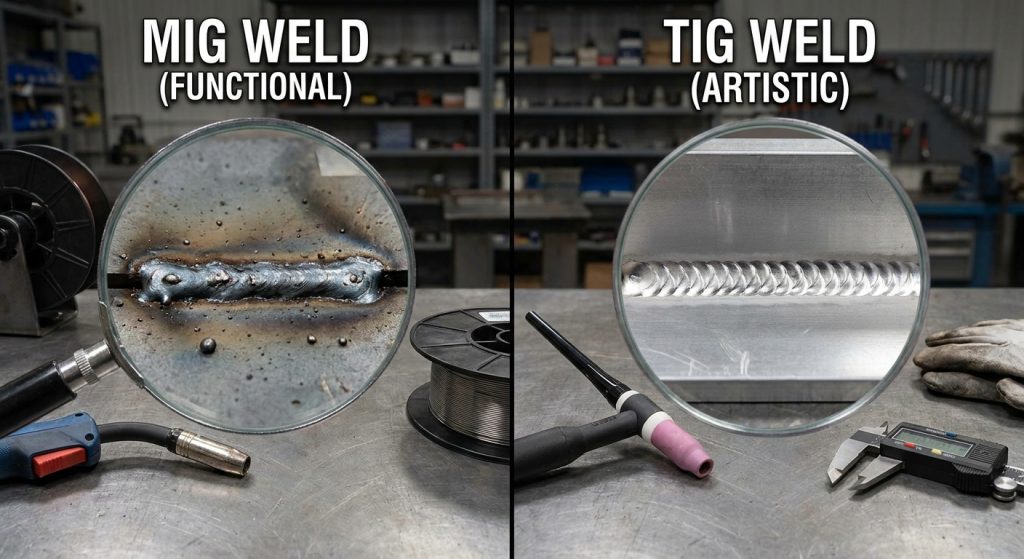
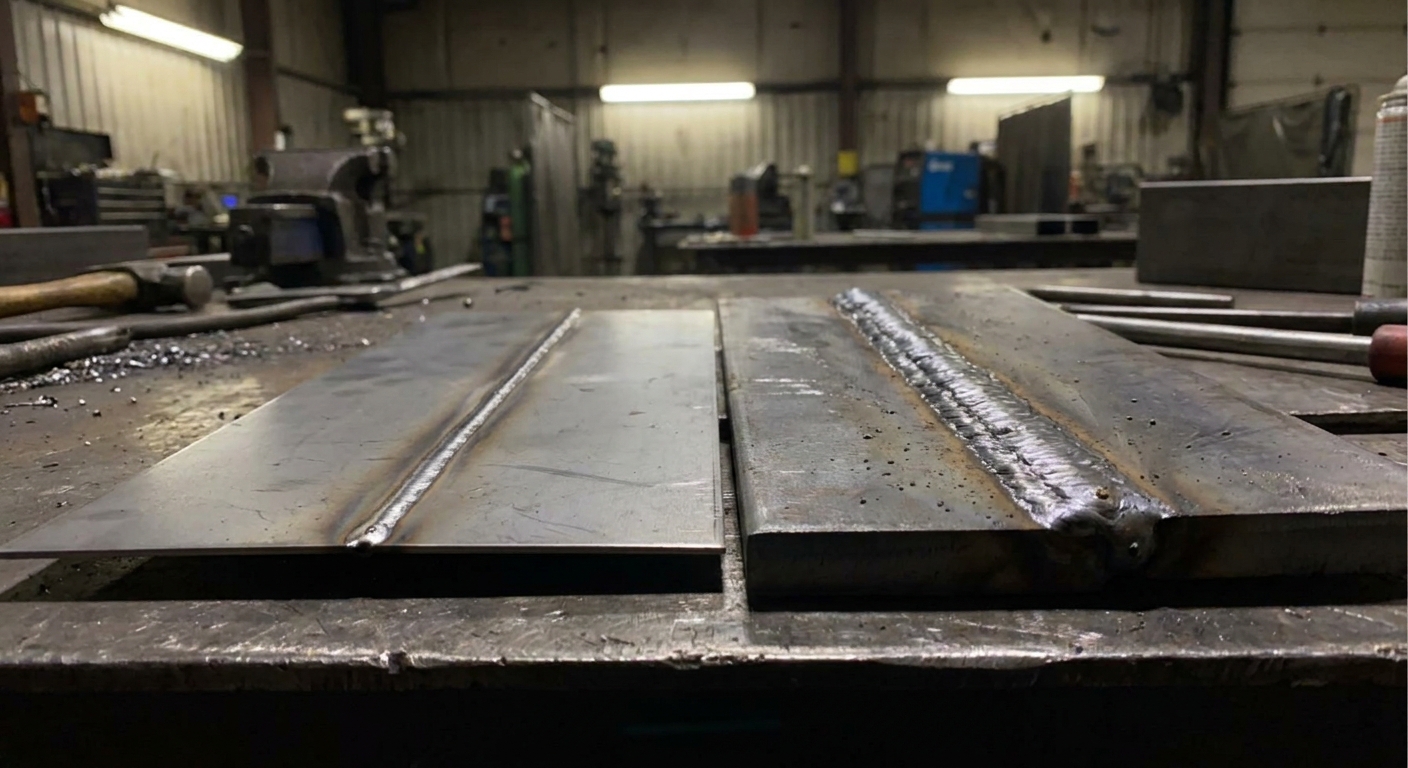
Quality standards in MIG vs TIG Welding are evaluated through visual inspection, non-destructive testing (NDT), and the overall cleanliness of the finished joint. While both can meet ISO standards, the visual “stack of dimes” appearance of a TIG weld is often the benchmark for high-end fabrication.
What causes weld defects?
Defects like porosity, slag inclusions, and lack of fusion can ruin a batch of parts instantly. MIG welding is more prone to spatter and surface contamination if the shielding gas flow is interrupted. TIG welding produces almost no spatter, but it is highly sensitive to dirty base metals.
In other words: your prep work is just as important as the weld itself. A clean surface is non-negotiable for high-quality TIG results.
- MIG spatter requires grinding and cleanup.
- TIG porosity is usually caused by dirty electrodes.
- Shielding gas coverage is vital for preventing oxidation.
How is structural integrity measured?
Structural integrity is verified through stress tests and X-ray inspections to ensure there are no internal voids. While TIG welds are often “cleaner” at a molecular level, a properly executed MIG weld is equally strong for industrial applications. The choice depends on the fatigue cycles the part will endure.
Wait, there’s more: TIG welds often have higher ductility. This makes them more resistant to cracking in environments with high vibration.
- X-ray testing reveals internal cracks or voids.
- Bend tests determine the ductility of the joint.
- TIG is often required for critical aerospace joints.
Key Takeaway: High-quality standards are achievable with both, but TIG offers a cleaner finish with higher ductility for parts under extreme vibration.
| Quality Factor | MIG Output | TIG Output |
|---|---|---|
| Visual Appeal | Functional / Rough | Artistic / Clean |
| Spatter Level | Moderate to High | Non-existent |
| Internal Purity | Good | Excellent |
A commitment to high quality standards ensures that your fleet protection products withstand real-world impacts.
5. Why should operators switch between MIG vs TIG Welding?

Operators should switch between MIG vs TIG welding based on the specific requirements of the workpiece, including reach, angle, and the desired production throughput. Having a versatile shop capable of both methods allows you to tackle diverse projects without compromising on efficiency.
When to prioritize speed?
Prioritizing speed is essential when you have a massive backlog of structural components like chassis frames or large mounting brackets. MIG welding allows an operator to lay down feet of weld in the time it would take TIG to do inches. This speed translates directly to lower labor costs per unit.
It gets better: modern MIG machines feature “pulse” settings that mimic TIG aesthetics while maintaining MIG speeds. This hybrid approach is becoming a staple in professional shops.
- High-volume orders demand MIG efficiency.
- Long seams are best handled by semi-automatic feeds.
- Pulse MIG reduces the need for post-weld grinding.
Why select manual control?
Manual control is necessary for complex geometries where the torch must be moved in three dimensions simultaneously. TIG welding allows the operator to vary the heat instantly to accommodate changing metal thicknesses within a single joint. This level of adaptability is impossible with standard MIG settings.
Why does this matter? For intricate items like custom mounting hardware, manual control prevents costly mistakes on expensive materials.
- TIG handles complex, non-linear joints.
- Fine-tuning heat prevents warping on edges.
- Manual rod feeding allows for custom buildup.
Key Takeaway: Switching between methods allows a shop to be “material-agnostic,” using MIG for the heavy lifting and TIG for the detailed finish work.
| Project Need | Preferred Switch | Reasoning |
|---|---|---|
| Large Batch | Switch to MIG | Maximizes throughput |
| Complex Geometry | Switch to TIG | Superior torch maneuverability |
| Repair Work | Often TIG | Controlled heat for old metal |
Versatility in welding methods is the hallmark of a world-class manufacturing facility.
6. How is aluminum handled in MIG vs TIG Welding?

Handling aluminum in MIG vs TIG Welding requires specialized equipment to manage the metal’s high thermal conductivity and stubborn surface oxide layer. For products like aluminum Pickup Bumpers, the choice of welding method affects both the weight and the final strength of the unit.
Can you manage the oxide layer?
Aluminum is covered in a thin layer of oxide that melts at a much higher temperature than the aluminum itself. TIG welding uses Alternating Current (AC) to provide a “cleaning” action that literally blasts the oxide away during the weld. MIG requires a spool gun or push-pull system to prevent the soft wire from tangling.
Here is the deal: if you don’t clear the oxide, you get “cold lap” where the metal doesn’t actually fuse. This results in a joint that looks fine but will snap under the slightest pressure.
- AC TIG provides built-in oxide cleaning.
- MIG requires aggressive pre-weld wire brushing.
- Pure Argon is the standard shield for aluminum.
Which method suits bumper fabrication?
Bumper fabrication involves a mix of long structural welds and visible aesthetic seams. MIG is often used for the internal bracing to maintain high speed, while TIG is used for the outer skin to ensure a show-quality finish. This dual-method approach is the industry secret for premium truck protection.
But that’s not all: aluminum is prone to heat soaking. TIG’s precision helps prevent the entire bumper from warping during the final assembly.
- MIG provides fast, strong internal structures.
- TIG ensures beautiful, visible corner welds.
- Combined methods optimize both cost and looks.
Key Takeaway: Aluminum requires AC TIG for cleaning and precision, but MIG remains the king of speed for non-visible structural supports.
| Aluminum Metric | MIG Performance | TIG Performance |
|---|---|---|
| Oxide Removal | Mechanical (Brushing) | Electrical (AC Cleaning) |
| Wire Feeding | Difficult (Soft Wire) | N/A (Manual Rod) |
| Heat Soak Risk | High | Managed |
Mastering aluminum welding is essential for fabricating lightweight, high-performance truck accessories.
7. What is the role of electrodes in MIG vs TIG Welding?
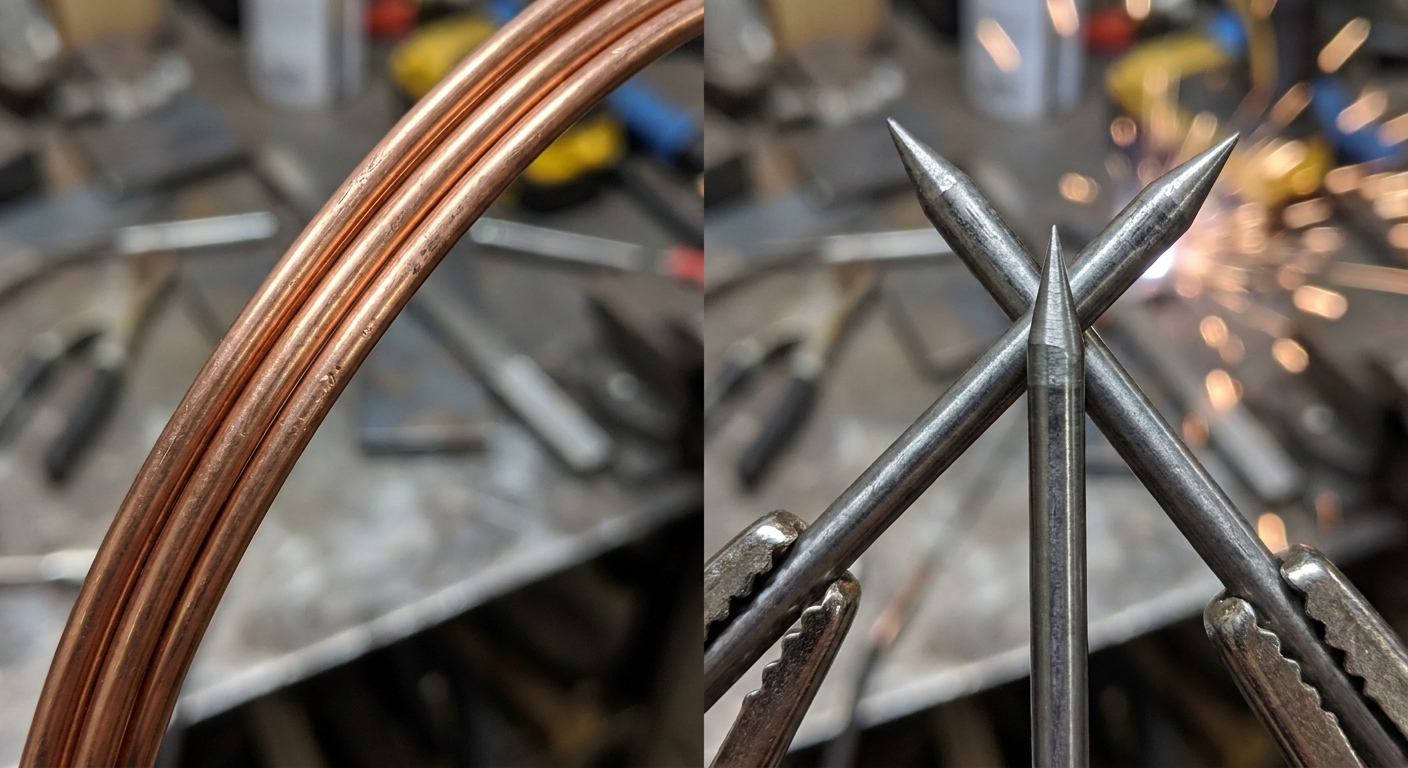
The role of electrodes in MIG vs TIG welding represents the most fundamental physical difference between the two technologies. In one system, the electrode is a sacrificial material that becomes the joint; in the other, it is a permanent tool that directs the energy.
Why use consumable wire?
Consumable wire electrodes simplify the welding process by combining the heat source and the filler material into one component. This allows the operator to focus entirely on the torch position and speed. The wire is typically matched to the base metal alloy for perfect metallurgical compatibility.
The best part? You never have to stop welding to grab a new rod. This allows for long, uninterrupted beads that are vital for large industrial tanks.
- Wire acts as both arc-starter and filler.
- Continuous feed eliminates “re-start” defects.
- Multiple wire diameters are available for different thicknesses.
What makes tungsten unique?
Tungsten has the highest melting point of all metals, allowing it to remain solid while emitting an intense plasma arc. As a non-consumable electrode, it acts like a surgical scalpel, focusing heat into a tiny area. The tip must be ground to a specific point to control the arc’s shape and direction.
Think about it: the shape of your tungsten tip dictates the width of your weld bead. A sharp point gives a narrow, deep bead, while a blunt end widens the pool.
- Tungsten remains intact throughout the weld.
- Tip geometry is critical for arc stability.
- Contamination of the tungsten requires immediate re-grinding.
Key Takeaway: Consumable electrodes prioritize production flow, while tungsten electrodes prioritize the surgical application of thermal energy.
| Electrode Feature | MIG (Consumable) | TIG (Non-Consumable) |
|---|---|---|
| Material | Steel / Aluminum Wire | Tungsten Alloy |
| Replacement | Constant (as it melts) | Rare (unless contaminated) |
| Function | Arc and Filler | Arc focus only |
Understanding electrode dynamics is key to troubleshooting arc instability and improving weld penetration.
8. How does stainless steel respond to MIG vs TIG Welding?
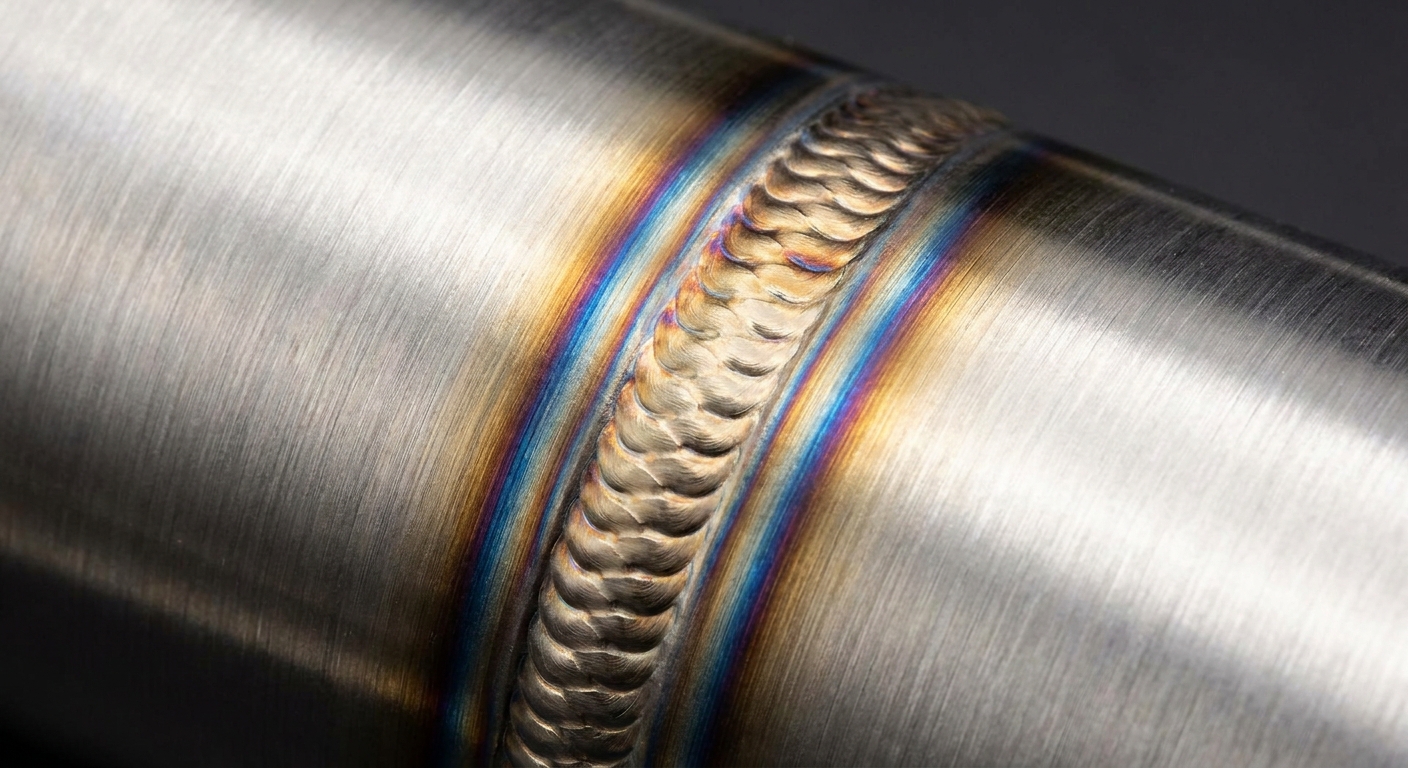
Stainless steel responds differently to MIG vs TIG Welding due to its low thermal conductivity and high expansion rates. When building premium Grille Guards, managing the “color” of the stainless weld is a primary indicator of joint quality and corrosion resistance.
Is heat control essential?
Heat control is the single most important factor when welding stainless steel because excessive heat destroys the metal’s chromium content. This leads to “sugaring” or carbide precipitation, which makes the joint rust quickly. TIG welding is the preferred method because it allows for very low heat input.
In other words: if your stainless weld turns black, you’ve probably ruined its corrosion resistance. A perfect TIG weld should be straw or purple in color.
- TIG prevents overheating of sensitive alloys.
- Pulsed settings keep the overall metal temperature low.
- Heat sinks can be used to pull heat away from the joint.
How to maintain corrosion resistance?
Corrosion resistance is the primary reason customers pay a premium for stainless steel. MIG welding can be used for stainless, but it often requires expensive specialized gas blends and carries a higher risk of contaminating the alloy. TIG is naturally cleaner and keeps the protective properties of the steel intact.
Surprisingly enough: a TIG-welded stainless joint often requires no chemical pickling or passivating. The purity of the process leaves the surface ready for service.
- TIG maintains high chromium levels in the weld.
- Back-purging with Argon protects the inside of pipes.
- MIG is only recommended for high-speed industrial tanks.
Key Takeaway: TIG is the gold standard for stainless steel, providing the heat control necessary to preserve the alloy’s aesthetic and anti-corrosive properties.
| Stainless Metric | MIG Result | TIG Result |
|---|---|---|
| Corrosion Risk | Moderate | Very Low |
| Weld Color | Dull Grey | Straw / Gold / Purple |
| Post-Weld Prep | Grinding required | Minimal to none |
Preserving the metallurgical integrity of stainless steel is critical for long-term durability in harsh environments.
9. What are the project costs of MIG vs TIG Welding?

Project costs for MIG vs TIG welding involve a complex calculation of initial equipment investment, consumable usage, and labor hours. For large-scale projects like custom Truck Bodies, a slight difference in hourly efficiency can result in thousands of dollars in profit or loss.
How do labor hours add up?
Labor is typically the largest expense in any fabrication project. Because MIG is faster and easier to learn, the hourly rate for a MIG welder is often lower, and they produce more units per shift. TIG requires a highly skilled artisan whose time is expensive and whose output is measured in quality, not quantity.
Here is the deal: if your project doesn’t require a “show-car” finish, paying for TIG labor is a waste of capital. Use MIG to get the job done quickly and move to the next unit.
- MIG reduces total man-hours by up to 60%.
- TIG labor is specialized and commands a premium.
- Training costs for TIG operators are significantly higher.
What is the equipment ROI?
Return on Investment (ROI) for equipment depends on your shop’s primary focus. MIG machines are generally more affordable and have a faster “payback” period through high-volume work. TIG machines are a strategic investment that allows you to bid on high-margin, technical contracts that others cannot fulfill.
But wait, there is more: modern “multi-process” machines can do both. These are excellent for smaller fleets needing maximum flexibility for a single capital outlay.
- MIG machines have lower entry costs.
- TIG accessories (foot pedals, torches) add to the bill.
- Consumable wire is often cheaper than specialized filler rods.
Key Takeaway: MIG offers the best ROI for volume-based production, while TIG is a high-margin tool for specialized, technical fabrication.
| Cost Component | MIG Welding | TIG Welding |
|---|---|---|
| Initial Machine Cost | Lower | Higher |
| Hourly Efficiency | High | Low |
| Consumable Cost | Low | Moderate |
Careful cost analysis ensures that your welding department remains a profit center rather than a cost burden.
10. Which shielding gases are used in MIG vs TIG Welding?

The shielding gases used in MIG vs TIG Welding serve as a protective barrier that prevents oxygen and nitrogen from weakening the weld. Choosing the right gas blend is not just about protection; it actually changes the physics of the arc and the shape of the puddle.
Why use pure argon?
Pure Argon is the standard for TIG welding because it is chemically inert and provides a very stable arc. It is excellent for a wide variety of metals, from mild steel to exotic alloys. In TIG, the gas must be 99.9% pure to avoid contaminating the tungsten electrode.
Look at it this way: using the wrong gas in TIG is like trying to paint a masterpiece with a dirty brush. The results will be messy and structurally compromised.
- Pure Argon is required for TIG arc stability.
- It provides excellent shielding for aluminum.
- High purity prevents tungsten erosion.
How do gas blends impact the arc?
MIG welding for carbon steel almost always uses a gas blend, most commonly 75/25 Argon/CO₂. CO₂ increases heat and penetration, essential for thick steel. For stainless steel, specialized Tri-mix gases (Ar + He + CO₂) keep the arc crisp and minimize spatter. Adjusting the gas mixture allows fine-tuning: more CO₂ increases penetration and heat, more Argon stabilizes the arc for a smoother finish. 75/25 Argon/CO₂ is the “all-purpose” mix. For high-speed aluminum MIG, Argon/Helium blends are used. Small additions of oxygen (0.5–2%) can improve puddle fluidity in carbon steel.
| Gas Mixture | Best Application | Primary Benefit |
|---|---|---|
| 100% Argon | TIG (All Metals) | Maximum Purity |
| 75% Ar / 25% CO₂ | MIG (Mild Steel) | Deep Penetration |
| Tri-Mix | MIG (Stainless) | Minimal Spatter |
Proper gas management is essential for achieving consistent, code-compliant welds every time.
Conclusion
Deciding between MIG vs TIG Welding is a strategic choice that balances the need for industrial speed against the requirement for surgical precision. Throughout this guide, we have explored how thickness, material type, and cost influence the decision-making process. By identifying the specific structural and aesthetic needs of your heavy-duty protection products, you can eliminate manufacturing bottlenecks and structural failures. At Brontec, we leverage both technologies to deliver the most rugged and reliable fleet solutions on the market. To see how our engineering standards can protect your fleet and reduce downtime, contact us today to discuss your next OEM/ODM project. Our vision is to provide world-class truck protection that exceeds North American standards, ensuring every vehicle is built for lasting performance.
Frequently Asked Questions
Can I learn MIG welding faster than TIG?
Yes, absolutely. MIG welding is a semi-automatic process where the machine handles the wire feed, allowing you to master the basics in just a few days. TIG requires complex two-handed coordination and foot-pedal modulation, often taking months to achieve professional results.
What’s the best method for welding aluminum bumpers?
It depends on the section. For internal structural ribs and heavy mounting points, MIG with a spool gun is best for speed and penetration. For the outer visible seams, TIG is preferred to ensure a clean, aesthetic finish with minimal warping.
Can I use the same gas for both MIG and TIG?
No, typically you cannot. TIG requires 100% pure Argon to protect the tungsten electrode and ensure arc stability. MIG usually requires an Argon/CO2 blend to achieve the heat necessary for proper penetration in steel.
Is TIG welding stronger than MIG?
Both can produce equally strong joints. However, TIG often yields a more ductile weld with fewer internal impurities, while MIG excels at creating deep-fusion joints in very thick materials that might be difficult for TIG to fully penetrate.
Why is TIG welding so much more expensive?
The cost is driven by two factors: speed and skill. TIG is significantly slower, meaning more labor hours per part, and it requires a highly specialized operator who commands a higher hourly wage compared to a standard MIG welder.